Посадки js и js
Добавил пользователь Валентин П. Обновлено: 15.09.2024
8) Посадки с натягом. Схемы расположения полей допусков в системе отверстия и в системе вала. Применение посадок с натягом и примеры обозначения на чертежах.
Посадки с натягом: для посадок с натягом основные отклонения – P ( p ) – Zc ( zc ). Квалитеты IT 5- IT 12.
В посадке с натягом вал больше отверстия.
Посадка с натягом в системе отверстия.
Посадка с натягом в системе вала.
3 вида обозначений на чертежах:
2) Ø20-0 ,020 -0,007 (друг над другом)
Применение посадок с натягом.
H 7/ p 6 – для неподвижных соединений тонкостенных деталей;
H 7/ r 6, H 7/ s 6 – для соединений зубчатого колеса с валом и кондукторной втулки с корпусом;
H 7/ u 7 для обода из легких металлов (соединение обода и зубчатого колеса).
9) Переходные посадки. Схемы расположения полей допусков в системе отверстия и в системе вала. Применение переходных посадок и примеры обозначения на чертежах.
Посадки переходные: для посадок переходных основные отклонения – Js ( js ), J ( j ), K ( k ), M ( m ), N ( n ). Квалитеты IT 5- IT 12.
Посадка переходная в системе отверстия.
Посадка переходная в системе вала.
3 вида обозначений на чертежах:
2) Ø20-0 ,020 -0,007 (друг над другом)
Применение переходных посадок.
Переходные посадки используют для неподвижных разъемных соединений при частой сборке и разборке.
H 7/ n 6 для передач со значительными крутящими моментами с ударами и вибрациями;
H 7/ m 6, H 7/ k 6 – подшипника качения;
H 7/ js 6 – подшипники качения, легкоразъемные соединения.
10) Система отверстия. Схемы расположения полей допусков трех типов посадок в системе отверстия. Примеры обозначения посадок в системе отверстия на чертежах.
Система отверстия – такая система, в которой основной деталью является отверстие, а требуемые посадки получаются за счет изменения размеров вала.
Посадки: с зазором, с натягом, переходные.
Посадки с зазором: для посадок с зазором основные отклонения A ( a ) – H ( h ). Квалитеты IT 5- IT 12.
В посадке с зазором отверстие больше вала.
Посадка с зазором в системе отверстия.
Посадки с натягом: для посадок с натягом основные отклонения – P ( p ) – Zc ( zc ). Квалитеты IT 5- IT 12.
В посадке с натягом вал больше отверстия.
Посадка с натягом в системе отверстия.
Посадки переходные: для посадок переходных основные отклонения – Js ( js ), J ( j ), K ( k ), M ( m ), N ( n ). Квалитеты IT 5- IT 12.
Инженерные продукты иногда представляют собой компоненты, которые должны скользить или прижиматься друг к другу для выполнения своих функций. Поэтому для описания этих размерных соотношений между компонентами используется посадка. Она используется, чтобы определить, ослаблены или затянуты компоненты, что способствует их скольжению или сдавливанию.
Все мы слышали истории о прохождении через руки операторов станка чертежей деталей, в которых указаны до смешного жесткие допуски. Мы знаем, что выдерживать жесткие допуски труднее, и мы знаем, что тем дороже изготовление детали, чем жестче допуски.
В Единой системе допусков и посадок (ЕСДП) стандартизованы поля допусков, а посадки не имеют стандартных наименований.
Однако любые посадки, образованные с применением стандартных полей допусков, являются стандартными. Рекомендуемые посадки образуются только в системах основного отверстия или основного вала. Следует отдавать предпочтение рекомендуемым посадкам (см. ГОСТ 25347-82), при этом в первую очередь - предпочтительным.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала. Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета:
Для простановки квалитетов и предельных отклонений Компас 3D в диалоговом окне Задание размерной надписи включите две опции Включить для групп Квалитет и Отклонения .
Для простановки квалитетов и предельных отклонений Компас 3D в диалоговом окне Задание размерной надписи включите две опции Включить для групп Квалитет и Отклонения .
Для простановки квалитетов и предельных отклонений Компас 3D в диалоговом окне Задание размерной надписи включите две опции Включить для групп Квалитет и Отклонения .
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Допуски по квалитетам обозначают сочетанием прописных букв IT с порядковым номером квалитета:
- IT02 – квалитет 02
- IT07 – седьмой квалитет
- IT14 – четырнадцатый квалитет
Основные отклонения обозначают буквами латинского алфавита:
- A. ZС – прописными для отверстий
- a. zс – строчными для валов
Перед выбором посадки необходимо определить: o характер сопряжения (подвижное или неподвижное); o основные конструктивные требования, предъявляемые к сопряжению (скорость относительного перемещения деталей, компенсация погрешностей монтажа, необходимость центрирования сопрягаемых деталей или величина и характер нагрузок, передаваемых сопряжением).
После выбора вида посадки необходимо решить вопрос о точности выполнения сопряжения. При этом не следует забывать, что излишне высокая точность выполнения обработки деталей ведет к значительным и неоправданным затратам при их изготовлении.
Черновую обработку выполняют в большом диапазоне точности 12—16-го квалитетов, шероховатость поверхности Rа 100…25 мкм.
Получистовую обработку обычно назначают для заготовок, у которых при черновой обработке не снят весь припуск, а также для заготовок, к точности которых предъявляются повышенные требования. Точность этой обработки — 11 —12-й квалитеты, шероховатость поверхности Rа 50.. 12,5 мкм.
Чистовую обработку применяют в виде разовой для заготовок, полученных точными методами (высокоточным литьем, точной штамповкой и др.). Иногда ее включают в технологический процесс как промежуточную под последующую точную или отделочную обработку. Точность чистовой обработки — 8 — 11-й квалитеты, шероховатость поверхности Rа 12,5… 2,5 мкм.
Тонкая обработка окончательно формирует высокую точность поверхностей заготовки, ее выполняют при весьма малых подачах. Точность чистовой обработки — 5 — 7-й квалитеты, шероховатость поверхности обработанной заготовки из стали Rа 2,5…0,63 мкм.
Отделочную обработку в основном применяют для обеспечения заданной шероховатости поверхности заготовки, на точность последней влияния она почти не оказывает. Финишная обработка делится на два основных способа: механический или химический, которые в свою очередь подразделяются на абразивно-экструзионную операцию, виброабразивную операцию, дорнирование, химико-механическую операцию, хонингование, электролитно-плазменную полировку. Ее выполняют, как правило, в пределах допуска предшествующей обработки, что обеспечивает при различных методах и обрабатываемых материалах получение шероховатости поверхности Rа 0,63 ..0,16 мкм.
Начиная с черновой обработки, изготовление детали стоит примерно в два раза дороже, и в четыре раза больше, чтобы довести ее до чистовой. Отделочная обработка Rа 0,63 ..0,012 мкм , будет стоить в 24 раза дороже!
Выбор квалитета зависит:
- от точностных требований непосредственно к сопряжению;
- от типа выбранной посадки, например, при применении переходных посадок изменение квалитета незначительно;
- от точности, обусловленной эксплуатационным назначением механизма или машины в целом, особенно это относится к ответственным сопряжениям, например, точность сопряжения деталей в коробке скоростей прецизионного станка с ЧПУ может значительно отличаться от точности посадок аналогичных деталей в коробке скоростей автотранспорта.
В общих чертах можно указать на следующее применение квалитетов.
Квалитеты 4-й и 5-й применяются сравнительно редко, в особо точных соединениях, требующих высокой однородности зазора или натяга (приборные подшипники в корпусах и на валах, высокоточные зубчатые колеса на валах и оправках в измерительных приборах).
Квалитеты 6-й и 7-й применяются для ответственных соединений в механизмах, где к посадкам предъявляются высокие требования в отношении определенности зазоров и натягов для обеспечения точности перемещений, плавного хода, герметичности соединения, механической прочности сопрягаемых деталей, а также для обеспечения точной сборки деталей (подшипники качения нормальной точности в корпусах и на валах, зубчатые колеса высокой и средней точности на валах, подшипники скольжения и т.п.).
Квалитет 10-й применяется в посадках с зазором и в тех же случаях, что и 9-й, если условия эксплуатации допускают некоторое увеличение колебания зазоров в соединениях.
Квалитеты 11-й и 12-й применяются в соединениях, где необходимы большие зазоры и допустимы их значительные колебания (грубая сборка). Эти квалитеты распространены в неответственных соединениях машин (крышки, фланцы, дистанционные кольца и т.п.).
В этой записи Н14 означает неуказанные предельные отклонения для отверстий, h14 – для валов, ±IТ14/2 - предельные отклонения для размеров, не относящимся ни к отверстиям, ни к валам, назначенные по точному, среднему, грубому или очень грубому классам точности.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала. Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил либо для неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием крутящих моментов или осевых сил.
Переходные посадки, как правило, применяют для центрирования сопрягаемых деталей. Иногда для этих целей применяют посадки с нулевым гарантированным зазором (типа H/h), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный) или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше по отношению к полю допуска отверстия расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но усложняются условия их сборки. Если сопряжения с зазором можно собирать без применения слесарного инструмента, то при сборке деталей с большой вероятностью натягов в сопряжении требуются или специальный инструмент, или даже прессовое оборудование.
Более полные рекомендации по выбору посадок и допусков несопрягаемых поверхностей содержатся в справочниках.
Допуски и посадки. Краткая характеристика и примеры применения посадок и допусков
- ГЛАВНАЯ
- расчеты
- мониторинг
- консалтинг
Расшифровка обозначений допусков и посадок
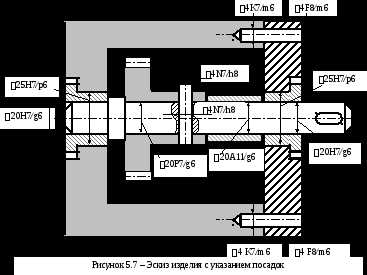
В представленной ниже конструкции редуктора (рисунок 5.7) втулки 6, запрессованные в корпус 1 и крышку 5, должны оставаться неподвижными при вращении вала 2 и удерживать вал от осевого смещения. Осевые силы могут возникнуть, например, из-за воздействия веса вала 2 при вертикальном положении его оси. Не исключается также возможность применения косозубой передачи, в которой всегда возникает осевая сила.
![]()
Рассмотримрасшифровку обозначений допусков и посадок на примере этого редуктора. Вал с зубчатым колесом, которое крепится к нему штифтом, установлен в опорах скольжения (втулках) 6, которые сопрягаются наружными посадочными поверхностями с отверстиями в корпусе и крышке. Гладкая распорная втулка на валу предотвращает его осевое перемещение направо. Взаимное расположение корпуса и крышки определяется двумя установочными штифтами. На чертеже обозначены посадки, которые следует расшифровать.
Посадка шейки вала во втулку 20 Н7/g6. Предпочтительная посадка в системе основного отверстия, обеспечивающая зазор в сопряжении в системе вал-опора (подшипник скольжения). Номинальный диаметр отверстия и вала 20 мм. Посадка с неравноточными допусками, Поле допуска отверстия – Н7, основное отклонение H = 0, квалитет седьмой. Поле допуска вала – g6, основное отклонение (верхнее) g отрицательное, квалитет шестой.
Посадки такого типа называют посадками с минимальным гарантированным зазором. Они применяются для опор скольжения при нормальных требованиях к точности и средних скоростях скольжения. Конкретные числовые значения допусков и отклонений можно найти в стандартах. В данном случае значения допусков
TD = 21 мкм и Td = 13 мкм. Предельные отклонения отверстия: EI=0, ES = +21 мкм; вала: es = – 7 мкм; ei = – 20 мкм.
Варианты обозначения этой посадки на чертежах:
20 Н7/g6;
H7 (+0,021)
g7 (-0,007)
В первом варианте поля допусков обозначены буквенно-цифровыми символами, во втором – числовыми значениями предельных отклонений в миллиметрах (верхнее отклонение пишут сверху, нижнее – снизу, отклонение, равное нулю не проставляют, но оставляют свободное место). Третий вариант включает в себя оба предыдущих, значения отклонений при этом указывают в скобках. Последнее обозначение включает наиболее полную информацию о сопряжении.
Посадка втулки в корпус (крышку) 25 Н7/р6 – предпочтительная посадка с натягом в системе основного отверстия. Поля допусков отверстия и вала неравноточные (отверстие седьмого квалитета, вал – шестого). Предельные отклонения отверстия EI = 0; ES = 21 мкм, отклонения вала ei = 22 мкм, es = 35 мкм, варианты обозначений посадки:
25 Н7/p6;
H7 (+0,021)
p6 (+0,035)
Посадка зубчатого колеса на вал 20P7/g6 обусловлена необходимостью сохранения одного поля допуска на всей правой части вала и в значительной мере определяется уже выбранной посадкой вала в подшипниковую втулку (20 Н7/g6), запрессованную в крышку. В результате она не относится к посадкам ни в системе основного отверстия, ни в системе основного вала, а поэтому и не является рекомендуемой посадкой, хотя образована с использованием предпочтительных полей допусков отверстия и вала. Поле допуска отверстия Р7 ниже нулевой линии (верхнее отклонение – 0,014 мм, нижнее отклонение – 0,035 мм) и вала также ниже нулевой линии (верхнее отклонение – 0, 007 мм, нижнее отклонение – 0, 020 мм). Поля допусков частично перекрывают друг друга, в результате образуется переходная посадка. Для более наглядной оценки посадки полезно построить схему расположения полей допусков (рисунок 5.8).
В соответствии со схемой мы имеем переходную посадку с преимущественными натягами в соединении. Вероятность зазоров можно рассчитать обычным путем, основываясь на традиционно принимаемых допущениях о нормальном случайном распределении размеров реальных валов и отверстий, а также зазоров (натягов) в сопряжении. Среднее значение натяга в партии сопряжений, исходя из допущения о совпадении центров группирования размеров с координатами середин полей допусков, составляет 11 мкм.
Поскольку переходная посадка даже с преимущественными натягами в соединении не может обеспечить передачу крутящего момента в соединении вала с зубчатым колесом, использован дополнительный конструктивный элемент – штифт, фиксирующий колесо на валу в осевом и тангенциальном направлениях.
Посадки штифта в отверстие вала и в два отверстия ступицы зубчатого колеса 4N7/h8. Посадки переходные, приняты одинаковыми, что позволяет выполнить окончательную обработку отверстий вала и ступицы колеса в собранном виде. Посадка N7/h8 образована с использованием предпочтительных полей допусков отверстия и вала, относится к системе основного вала, но рекомендуемой не является. Поля допусков отверстия и вала неравноточные, причем допуск отверстия на один квалитет точнее допуска вала (стандартного штифта). Посадка переходная и при значительной длине сопряжения практически всегда дает натяги, поскольку на характере конкретного сопряжения будут сказываться погрешности формы и расположения сопрягаемых поверхностей. Хотя формально отверстие в ступице зубчатого колеса можно рассматривать как одно, фактически образуются две однотипных посадки штифта в два номинально соосных штифтовых отверстия в ступице.
Для посадки распорной втулки на вал (20A11/g6) выбрано наиболее удаленное от нулевой линии грубое поле допуска отверстия, которое обеспечивает значительные зазоры в сопряжении и не требует высокой точности обработки внутренней поверхности втулки.
В штифтовых соединениях, обеспечивающих точность взаимного расположения корпуса и крышки, использованы посадки установочных штифтов в системе неосновного вала. Посадка штифта в корпус 4 K7/m6 обеспечивает гарантированный натяг (отклонения отверстия + 0,003 мм и – 0,009 мм, отклонения вала + 0,012 мм и + 0,004 мм), а посадка штифта в корпус 4 F8/m6 – переходная (отклонения отверстия + 0,020 мм и + 0,006 мм) с преимущественными зазорами.
Выбор и применение посадок
Посадки выбираются следующими методами:
Метод прецедентовзаключается в том, что конструктор во вновь проектируемой конструкции использует посадки, указанные на чертежах подобной машины, ранее сконструированной и прошедшей эксплуатационную проверку. Этот метод приемлем при полной тождественности геометрических и других параметров и условий эксплуатации проектируемого соединения и прототипа.
Метод подобиязаключается в том, что при неполной тождественности проектируемого соединения и прототипа по конструктивным параметрам и условиям эксплуатации конструктор должен установить критерии их подобия и скорректировать посадку. Однако в связи с трудностью выбора критерия подобия можно не достичь поставленной цели, что приведёт к неправильному выбору посадки.
Расчётный метод заключается в том, что конструктор, зная условия и длительность эксплуатации машины, рассчитывает предельные функциональные зазоры и натяги и с определённым коэффициентом запаса подбирает стандартную посадку.
Рассмотрим области применения рекомендуемых предпочтительных посадок системы отверстия в машиностроении [3; 4].
Посадки с зазором
Посадка H7/h6 применяется в неподвижных соединениях при высоких требованиях к точности центрирования часто разбираемых соединений: сменные зубчатые колёса на валах, фрезы на оправках, центрирующие корпуса под подшипники качения, сменные кондукторные втулки станочных приспособлений и т.д. Для подвижных соединений применяется посадка, например, шпинделя в корпусе сверлильного станка.
Допуски и посадки. Краткая характеристика и примеры применения посадок и допусков
- ГЛАВНАЯ
- расчеты
- мониторинг
- консалтинг
Расшифровка обозначений допусков и посадок
В представленной ниже конструкции редуктора (рисунок 5.7) втулки 6, запрессованные в корпус 1 и крышку 5, должны оставаться неподвижными при вращении вала 2 и удерживать вал от осевого смещения. Осевые силы могут возникнуть, например, из-за воздействия веса вала 2 при вертикальном положении его оси. Не исключается также возможность применения косозубой передачи, в которой всегда возникает осевая сила.
![]()
Рассмотримрасшифровку обозначений допусков и посадок на примере этого редуктора. Вал с зубчатым колесом, которое крепится к нему штифтом, установлен в опорах скольжения (втулках) 6, которые сопрягаются наружными посадочными поверхностями с отверстиями в корпусе и крышке. Гладкая распорная втулка на валу предотвращает его осевое перемещение направо. Взаимное расположение корпуса и крышки определяется двумя установочными штифтами. На чертеже обозначены посадки, которые следует расшифровать.
Посадка шейки вала во втулку 20 Н7/g6. Предпочтительная посадка в системе основного отверстия, обеспечивающая зазор в сопряжении в системе вал-опора (подшипник скольжения). Номинальный диаметр отверстия и вала 20 мм. Посадка с неравноточными допусками, Поле допуска отверстия – Н7, основное отклонение H = 0, квалитет седьмой. Поле допуска вала – g6, основное отклонение (верхнее) g отрицательное, квалитет шестой.
Посадки такого типа называют посадками с минимальным гарантированным зазором. Они применяются для опор скольжения при нормальных требованиях к точности и средних скоростях скольжения. Конкретные числовые значения допусков и отклонений можно найти в стандартах. В данном случае значения допусков
TD = 21 мкм и Td = 13 мкм. Предельные отклонения отверстия: EI=0, ES = +21 мкм; вала: es = – 7 мкм; ei = – 20 мкм.
Варианты обозначения этой посадки на чертежах:
20 Н7/g6;
H7 (+0,021)
g7 (-0,007)
В первом варианте поля допусков обозначены буквенно-цифровыми символами, во втором – числовыми значениями предельных отклонений в миллиметрах (верхнее отклонение пишут сверху, нижнее – снизу, отклонение, равное нулю не проставляют, но оставляют свободное место). Третий вариант включает в себя оба предыдущих, значения отклонений при этом указывают в скобках. Последнее обозначение включает наиболее полную информацию о сопряжении.
Посадка втулки в корпус (крышку) 25 Н7/р6 – предпочтительная посадка с натягом в системе основного отверстия. Поля допусков отверстия и вала неравноточные (отверстие седьмого квалитета, вал – шестого). Предельные отклонения отверстия EI = 0; ES = 21 мкм, отклонения вала ei = 22 мкм, es = 35 мкм, варианты обозначений посадки:
25 Н7/p6;
H7 (+0,021)
p6 (+0,035)
Посадка зубчатого колеса на вал 20P7/g6 обусловлена необходимостью сохранения одного поля допуска на всей правой части вала и в значительной мере определяется уже выбранной посадкой вала в подшипниковую втулку (20 Н7/g6), запрессованную в крышку. В результате она не относится к посадкам ни в системе основного отверстия, ни в системе основного вала, а поэтому и не является рекомендуемой посадкой, хотя образована с использованием предпочтительных полей допусков отверстия и вала. Поле допуска отверстия Р7 ниже нулевой линии (верхнее отклонение – 0,014 мм, нижнее отклонение – 0,035 мм) и вала также ниже нулевой линии (верхнее отклонение – 0, 007 мм, нижнее отклонение – 0, 020 мм). Поля допусков частично перекрывают друг друга, в результате образуется переходная посадка. Для более наглядной оценки посадки полезно построить схему расположения полей допусков (рисунок 5.8).
В соответствии со схемой мы имеем переходную посадку с преимущественными натягами в соединении. Вероятность зазоров можно рассчитать обычным путем, основываясь на традиционно принимаемых допущениях о нормальном случайном распределении размеров реальных валов и отверстий, а также зазоров (натягов) в сопряжении. Среднее значение натяга в партии сопряжений, исходя из допущения о совпадении центров группирования размеров с координатами середин полей допусков, составляет 11 мкм.
Поскольку переходная посадка даже с преимущественными натягами в соединении не может обеспечить передачу крутящего момента в соединении вала с зубчатым колесом, использован дополнительный конструктивный элемент – штифт, фиксирующий колесо на валу в осевом и тангенциальном направлениях.
Посадки штифта в отверстие вала и в два отверстия ступицы зубчатого колеса 4N7/h8. Посадки переходные, приняты одинаковыми, что позволяет выполнить окончательную обработку отверстий вала и ступицы колеса в собранном виде. Посадка N7/h8 образована с использованием предпочтительных полей допусков отверстия и вала, относится к системе основного вала, но рекомендуемой не является. Поля допусков отверстия и вала неравноточные, причем допуск отверстия на один квалитет точнее допуска вала (стандартного штифта). Посадка переходная и при значительной длине сопряжения практически всегда дает натяги, поскольку на характере конкретного сопряжения будут сказываться погрешности формы и расположения сопрягаемых поверхностей. Хотя формально отверстие в ступице зубчатого колеса можно рассматривать как одно, фактически образуются две однотипных посадки штифта в два номинально соосных штифтовых отверстия в ступице.
Для посадки распорной втулки на вал (20A11/g6) выбрано наиболее удаленное от нулевой линии грубое поле допуска отверстия, которое обеспечивает значительные зазоры в сопряжении и не требует высокой точности обработки внутренней поверхности втулки.
В штифтовых соединениях, обеспечивающих точность взаимного расположения корпуса и крышки, использованы посадки установочных штифтов в системе неосновного вала. Посадка штифта в корпус 4 K7/m6 обеспечивает гарантированный натяг (отклонения отверстия + 0,003 мм и – 0,009 мм, отклонения вала + 0,012 мм и + 0,004 мм), а посадка штифта в корпус 4 F8/m6 – переходная (отклонения отверстия + 0,020 мм и + 0,006 мм) с преимущественными зазорами.
Выбор и применение посадок
Посадки выбираются следующими методами:
Метод прецедентовзаключается в том, что конструктор во вновь проектируемой конструкции использует посадки, указанные на чертежах подобной машины, ранее сконструированной и прошедшей эксплуатационную проверку. Этот метод приемлем при полной тождественности геометрических и других параметров и условий эксплуатации проектируемого соединения и прототипа.
Метод подобиязаключается в том, что при неполной тождественности проектируемого соединения и прототипа по конструктивным параметрам и условиям эксплуатации конструктор должен установить критерии их подобия и скорректировать посадку. Однако в связи с трудностью выбора критерия подобия можно не достичь поставленной цели, что приведёт к неправильному выбору посадки.
Расчётный метод заключается в том, что конструктор, зная условия и длительность эксплуатации машины, рассчитывает предельные функциональные зазоры и натяги и с определённым коэффициентом запаса подбирает стандартную посадку.
Рассмотрим области применения рекомендуемых предпочтительных посадок системы отверстия в машиностроении [3; 4].
Посадки с зазором
Посадка H7/h6 применяется в неподвижных соединениях при высоких требованиях к точности центрирования часто разбираемых соединений: сменные зубчатые колёса на валах, фрезы на оправках, центрирующие корпуса под подшипники качения, сменные кондукторные втулки станочных приспособлений и т.д. Для подвижных соединений применяется посадка, например, шпинделя в корпусе сверлильного станка.
Читайте также: