
Газовая резка для вырезки заготовок и раскроя листов бывает
Обновлено: 30.06.2024
Газовая резка металла – широко распространенная технология обработки металлопроката. Ее преимущества – это:
- возможность разрезать металлические слои большой толщины (до 20 см);
- возможность делать разрезы сложной формы;
- быстрота резки;
- хорошее сочетание стоимости обработки и ее качества;
- независимость процесса от обеспечения электропитанием, мобильность.
Описание технологии
Для резки металла газом одновременно используется 2 типа горючих веществ:
- нагревающие сталь в месте разрезания до температуры ее горения. Чаще всего применяются такие газы, как пропан, бутан, ацетилен. Реже – пары легковоспламеняющихся веществ (бензин, керосин);
- кислород, который, собственно, и обеспечивает сгорание металла.
Описание процесса резки:
- Поверхность очищается от масла, жира, ржавчины и окалин.
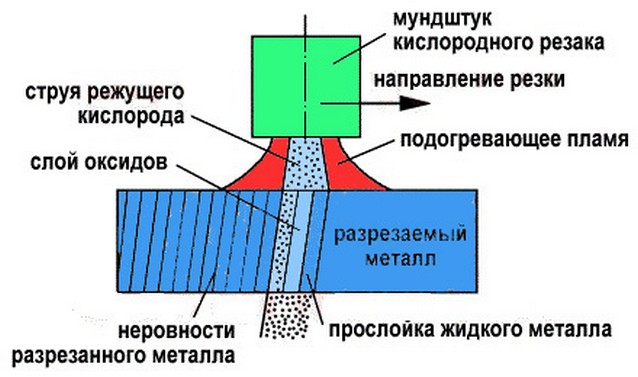
- Предварительно к месту резки подается смесь нагревающего газа и кислорода, которая, сгорая, прогревает металл приблизительно до 1100° C (точная температура зависит от вида металлического сплава).
- После этого подается струя чистого кислорода под высоким давлением, в которой и сгорает разогретый металл: кислород вступает в мгновенную реакцию с железом, окисляя его. Окислы, образующиеся при горении, выдуваются из среза этой же струей.
- Горящий металл выделяет большое количество тепла, одновременно прогревая и нижележащие слои стали, подготавливая их к сгоранию. Так как процесс идет беспрерывно, дополнительная подача нагревающих газов в процессе резки обычно не нужна, используется только сжигающий кислород.
Газовая резка не применяется для листов тоньше 3 мм, так как в этом случае края разреза деформируются. Такие листы разрезают, собирая в "пакеты", стянутые струбцинами.
Влияние содержания углерода и легирующих добавок в сплаве
Технология резки стали газом подходит не для каждого типа сплава. Для успешной резки металла кислородной горелкой необходимо выполнение нескольких условий:
- Температура сгорания металла должна быть ниже, чем температура его плавления. Это возможно только при низком содержании углерода в стали (до 0,4%).
- Температура сгорания легирующих добавок в стали также должна быть ниже температуры их плавления. Иначе во время резки металла образуются тугоплавкие окислы, которые будут мешать беспрепятственному доступу кислорода к месту разреза. К примеру, сталь с высоким содержанием хрома обладает данным недостатком.
- Теплопроводность стали должна быть низкой, иначе не удастся достичь нужных температур нагрева на линии среза – тепло будет "расходиться" по листу или изделию.
- Во время процесса должно выделяться достаточное количество тепла, которое поддерживает непрерывность резки, а значит – быстроту работы и ровность краев разреза.
- Шлаки (оксиды), которые образуются во время разрезания, должны быть жидкими и легко выдуваться из среза. Если сталь содержит высокое количество примесей хрома или кремния, то края среза зашлаковываются тугоплавкими окислами, что осложняет процесс.
Также газовую резку металла затрудняют вольфрам (свыше 0,10%), молибден (свыше 0,25%) и марганец (свыше 4%). Газовый способ практически не применяется для сталей с содержанием алюминия свыше 10% и вольфрама свыше 0,2%.
Включение в сплав ванадия, напротив, улучшает процесс резки.
Виды газовой резки
Классификация разделяет резку газом на различные типы, в зависимости от особенностей технологии. Наиболее распространены:
- Кислородно-пропановая (метановая, бутановая, ацетиленовая и т. д.). Применяется, если содержание кислорода или легирующих добавок не превышает 1%.
- Кислородно-флюсовая. Применяется для тех типов металла и стальных сплавов, для которых неэффективна обычная пропановая технология (высоколегированных, высокоуглеродистых сталей, чугуна и тому подобных). При использовании данного способа к месту разреза подается не только чистый кислород, но и флюс – специальный порошок. Он имеет тройное действие.
- Термическое: повышает температуру в области обработки, благодаря чему снижается процент образования тугоплавких окислов.
- Абразивное: несгоревшие частицы порошка очищают кромки среза от тугоплавких окислов ударным воздействием.
- Химическое: вступает в реакцию с тугоплавкими окислами, преобразуя их в текучее состояние, после чего они легко удаляются из среза струей кислорода.
- Копьевая. Данная технология используется для прожигания отверстий в стали или разрезании металла большой толщины. При этом способе кислород к месту разреза подается через стальную трубку, иногда для повышения температуры в точке приложения в трубку дополнительно вводится низкоуглеродистый прут, проволока или вместе с кислородом подается железный порошок. Копье прижимается к нужной точке и температура на его конце достигает в среднем 2000° C . Это позволяет прожечь даже сталь, образующую тугоплавкие окислы.
- Воздушно-дуговая. Данный способ предполагает сгорание стали под воздействием электрической дуги, а выдувание шлаков – струей воздуха.
Мы предоставляем услуги резки стали в нужный вам размер. Для согласования условий свяжитесь с вашим личным менеджером. Стоимость зависит от типа сплава и выбранной технологии
На протяжении долгих лет человечество использует металлические изделия. Некоторые из них требуют предварительной резки для последующего применения небольших кусочков.
Одним из способов разделки металла является газовая резка. Технология этого способа обладает своими особенностями и используемым оборудованием.
Особенности и разновидности
Газорезка металла раньше пользовалась широкой популярностью в ремонтных работах. Этот метод разделки являлся основным.

Распространение применения этого метода обосновано рядом особенностей:
- Расширяет возможности резки заготовок большой толщины;
- Не требует питания от электросети;
- Высокая производительность;
- Возможность выполнения сложных операций;
- Ручной и автоматический режим работы.
Этот способ позволяет обрабатывать углеродистые и легированные стали, титановые сплавы, изделия из латуни, чугуна, свинца, бронзы, алюминия.
Газовую резку можно классифицировать на категории применительно к характеру реза:
- Разделительная – характеризуется выполнением сквозного реза, который делит заготовку на требуемое число деталей;
- Поверхностная – предполагает снятие поверхностного слоя заготовки, образуя необходимые каналы, шлицы и иные конструктивные участки;
- Резка копьем – подразумевает прожиг обрабатываемой поверхности для получения проемов или глухих отверстий.
Таким образом, метод позволяет заготавливать многообразные металлические детали, производить сварку труб разного диаметра.
Технологические этапы
Технология газовой резки металла состоит из таких шагов:
Разогревание заготовки происходит под действием смеси горючего газа и технического кислорода.
В качестве горючего газа применяется пропан-бутановый состав, ацетилен, природный, пиролизный или коксовый газ. Наиболее популярными считаются ацетиленовый и пропан-бутановый состав.
В процессе воспламенения идет реакция образования окислов. Они выдуваются из рабочей зоны потоком кислорода. Окисление металла происходит только на участках действия кислородного потока, что исключает попадание продуктов реакции внутрь металла. Для непрерывности процесса резки требуется обеспечение струи подогревающего состава перед струей кислорода.
Следует учитывать, что температура плавления обрабатываемого металла должна быть больше величины температуры воспламенения в кислороде. Иначе не произойдет сгорания металла.
А также показатель плавления образующихся окислов должен быть ниже соответствующих показателей для металла. Это обосновано тем, что в противном случае возникшие продукты не уйдут из рабочей зоны, а останутся на поверхности заготовки. При выборе заготовки требуется ориентироваться на теплопроводность металла. Чем она ниже, тем легче произойдет воспламенение.
Резак — устройство для резки
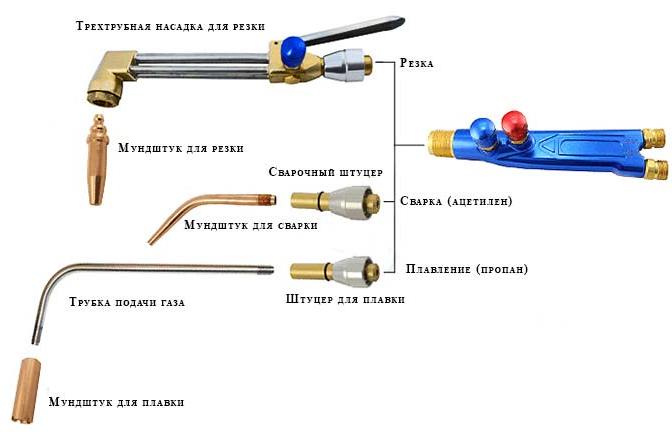
Смену этапов процесса резки обеспечивает специальное оборудование. Оно подразумевает соответствующую устойчивую конструкцию для стабильности и безопасности проводимых операций. Одним из главных компонентов выступает газовый резак. Также есть насадки для сварки и плавки, применяемые в комплекте с данным оборудованием.
Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы.
Известными резаками считаются устройства инжекторного вида, работающие со сталью толщиной до 30 см. Этот резак соединяет режущий и подогревающий блок. Блок подогревания включает в себя вентили, ответственные за подачу газовой смеси и кислорода. А также в нем присутствуют инжекторная ячейка, камера смешения, трубка для подачи, мундштук наружного вида.
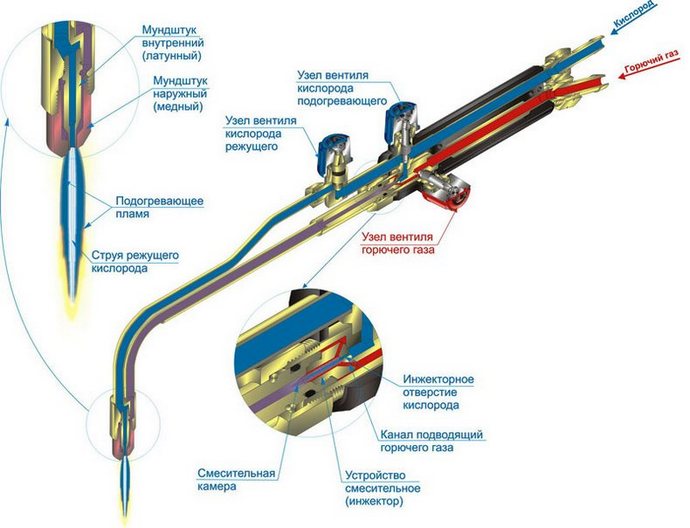
Режущий блок образован трубой вывода режущей струи кислорода, регулирующим вентилем, мундштуком внутреннего типа.
Газовая смесь и кислород движутся в резак посредством разных входов. Кислород движется в инжектор и мундштук для создания режущей струи. После инжектора кислород подается в камеру смешения, куда также направляется газ через свой входной проем.
После смешения состав оказывается в мундштуке, ответственном за образование разогревающего пламени. Вентили позволяют производить изменение потоков.
Резаки можно разделить по области употребления на:
- Ручные – используются для ручной резки;
- Машинные – находят применение на резочных станках и машинах.
Существуют еще безинжекторные резаки и инструменты для подачи разных по составу горючих смесей:
- Ацетиленовые;
- Пропановые, бутановые и пропан-бутановые;
- Универсальные;
- Резаки для природного газа;
- Резаки для керосина – имеют испарительный блок для изготовления паров бензина, керосина и бензин-керосиновой смеси.
При начале пользования любого резака сначала проверяется его исправность. Потом устройство продувается кислородом.
Применяемое оборудование
Резка металла при помощи газа подразумевает использование многих основных и дополнительных приборов. Кроме резака газорезательное оборудование, состоит из:
- Редуктор – употребляется в целях снижения давления направляемого газа до необходимой величины. На нем располагаются два манометра для измерений на входном и выходном участке.
- Инструмент изменения давления.
- Баллоны для газа и кислорода.
- Шланги соединительные.

Редуктор обеспечивает регулировку давления и автоматическое поддержание достигнутой величины в постоянном значении. Редуктор может быть образован одной или двумя камерами. Если присутствуют две камеры, то прибор редко замерзает, что отражается на надежности и последовательности операций.
Баллоны изготавливаются из стали. Объем составляет 0,4-55 дм3. Они оснащены запорным вентилем. В зависимости от находящегося состава (кислород или газ) предусмотрены вентили различной конструкции. Применительно к составу, находящемуся внутри баллона, разработаны цветовые различия и надписи.
В случае резки с применением специальных машин подразумевается стационарное нахождение оборудования. При этом применяются вспомогательные устройства:
- Стол для резки;
- Механизм для отвода образующихся шлаков и обрезей;
- Система перемещения обрабатываемой заготовки;
- Вентиляционная система.
Кроме этого предусмотрены иные газоразборные и рабочие посты.
Оборудование для резки металла в широких масштабах включает компонентные составляющие:
- Несущая часть;
- Резак (может быть один или несколько);
- Приводное приспособление;
- Пульт управления.
На больших производственных предприятиях часто используются переносные резочные станки. Принцип их работы не отличается от стационарных устройств.
Нюансы газовой резки
При работе стоит учитывать некоторые правила пользования оборудованием.
Не исключены случаи взрыва газовоздушной смеси, поэтому работать необходимо в огнеупорной одежде, маске и очках.
Требуется соблюдать технику безопасности при использовании газового оборудования и следить за шлангами, регуляторами.
При работе возможны деформационные изменения заготовок. Поэтому необходимо применять обжиг или отпуск, правку стали на вальцах, не допускать увеличения скорости пламени.
Рад вас приветствовать. Как понятно из заголовка, в этой статье поговорим о газовой резке. В этой статье, будет попытка рассказать о таком сложном процессе, на доступном обычному обывателю языке. Поехали!!
Газовая резка, на сегодняшний день, это самый удобный вариант термической обработки металла. Этот способ резки легко вошёл во все сферы жизнедеятельности человека. Мобильность оборудования, даёт возможность произвести работы в любом месте.
Неотъемлемой частью любого газорезательного оборудования, является газовый резак. Ведь именно он выполняет основную часть работы. В зависимости от условий работ, технических требований, материальных возможностей предприятия. Существует великое множество типов резаков. Они могут быть, как для автоматической резки, так и для ручной. Но, принцип работы газового резака, одинаков в обоих случаях. Для понимания принципа работы, следует взглянуть на рисунок 1, и увидеть из чего он состоит.
Собственно конструкцию предлагаю изучить, на примере ручного резака. Он представляет собой конструкцию из ствола и наконечника. Если наконечник имеет локальную конструкцию, то ствол состоит из следующих элементов:
рукоять, обустроенная ниппелями, для соединения с газовым и кислородным рукавом;
корпус с вентилями регуляции;
трубы для подачи газовых сред.
Конструкция резака для автоматизированной резки, аналогична. За исключением внешнего вида, и отсутствия ручки. Эти резаки крепятся в кронштейны.
Теперь пришло время поговорить о том, как происходит резание металла. Это очень занимательный процесс. Прежде чем выполнять резку металла, следует подогреть точку входа. Эту функцию выполняет подогревающее пламя. Оно состоит из смеси газ и кислорода, смешаного в определеных пропорциях. Подогрев происходит до 1100 градусов цельсия, это видно из степени поркаснения металла. После чего в зону нагрева, подается струя режущего кислорода. Поток, соприкасаясь с нагретым металлом, воспламеняется. Горящая струя легко разрезает металлический лист. У металла температура горения должна быть меньше, нежели температура плавления. В противном случае расплавленные, но не сгоревшие массы сложно удалить из рабочей зоны. Таким образом, операция резки выполняется за счет сгорания материала в струе газа.
Также это можно пояснить с точки зрения химической реакции:
Если следовать современной гепотезе механизма окисления металл потоком кислорода иредусмотрены следующие условия:
- кинетика процесса окисления стали при резке включает возможность прямого горения железа в твердой фазе кислорода.
- твердая поверхностная пленка оксидов металлапри кислородном резанье защищает металл и предупреждает его контакт с кислородом
- процесс горения железа начинается и поддерживается только после перехода пленки оксидов у жидкое состояние при температуре 1270-1350 градусов цельсия
- переход кислорода с газовой фазы в металл происходит через минимальный поверхностный слой оксидного шлака, который стекает по поверхности фронта резания.
Газокислородная резка позволяет резать металл, который отвечает следующим условиям:
- температура плавления металла должна быть выше температуры его возгорония в кислороде
- температура плавления металла должна быть выше температуры плавления возникших в процессе резания оксидов,
- тепловой эффект возникновения оксидов должна быть достаточно высоким, чтобы основное віделение тепла при резке металла усуществляется за его счет,
- консинстенция шлаков, которіе возникают при резке от окисления, должна біть жидкой,
- теплопроводность металла, который подвергается резке, должна быть низкой.
- процесс газовой резки затрудняется при содержании в стали свыше 0 7 % С, так как температура воспламенения в связи с этим повышается и достигает температуры плавления сплава.
- Содержание легирующих примесей не должно превышать 5 %, так как они способствуют образованию тугоплавких окислов.
Этим способом резки можно резать низкоуглеродистые, низколигировные и некоторые высоколигированые стали, а также титан. Углублятся в тему титана не будем, но скажу одно. После того, как была изучена эта возможность, несколько изменилось понятие газовой резки. Это привело к некоторым иследованиям немецкими учеными, они установили, что поток режущего кислорода не имеет непосредственый контакт с основным металом. Он постоянно имеет оболочку из жидкого оксида железа(рисунок 3). Между этой шлаковой оболочкой и основным материалом находится слой расплавленого материла S. Атомы железа диффундируют между шлаком и режущим кислородом, превращаясь в FeO(оксид железа). Таким образом, режущий кислород выполняет функцию контакта с атомами железа и удаляет шлак с рабочей зоны.
А теперь поговорим непосредствено об автоматизированой резке. Для выполнения резания металла, применяется как высокотехнологическое оборудование, так и простые механизмы выполняющие простые операции по резке металла.
Процесс кислородной резки увеличивает твердость, изменяет химический состав металла у кромок реза, а также вызывает внутренние напряжения в зоне резки, что приводит к значительным деформациям деталей.
Большое значение имеет чистота кислорода, применяемого при газовой резке. С понижением чистоты кислорода уменьшается скорость резки, увеличивается расход кислорода, понижается качество резки, увеличивается ширина реза и коробление вырезаемых деталей.
Качество газовой резки
- характеризуется такими показателями, как
- шероховатость поверхности реза,
- равномерность ширины реза,
- степень оплавления кромки,
- наличие шлаков на нижней кромке.
Шероховатость поверхности реза зависит от вида горючего, скорости перемещения резака, давления кислорода. Оплавление кромок происходит тем сильнее, чем меньше скорость разрезки металла и мощнее пламя. Кроме того, резка металла это процесс, при котором необходимо следить за точностью, на который могут влиять изменение угла наклона резака, расширение струи кислорода, деформация листа.
К слову, деформация металла при газовой резке возникает при неравномерном нагревании-охлаждении, на что также стоит обращать внимание. Чтобы уменьшить процесс деформации нужно, чтобы детали жестко закреплялись струбцинами. Площадь заготовки должна быть как можно более близкой к площади вырезаемой детали, а сама резка металла должна производиться на оптимальной скорости. Если деталь крупная, то стоит использовать одновременно несколько резаков. Ну и, конечно же, если деформаций не избежать, то необходимо резать металл в такой последовательности, чтобы деформации взаимно компенсировались. Перед началом машинной резки металлические листы необходимо подвергнуть правке на листоправильных станках. Качество правки проверяют уровнем.
Механизация процесса газовой резкипозволяет получить линию разреза по отношению к заданной с точностью до 0 1 — 0 15 мм и высокую чистоту поверхности реза. Кроме того, механизация газовой резки обеспечивает значительное повышение производительности труда и уменьшает расход газов.
Влияние газовой резки на свойства металла в слоях, прилежащих к плоскости разреза.
Газовая резка не оказывает существенного влияния на свойства металла вблизи плоскости разреза: отмечается лишь незначительное повышение предела прочности (на 3—8%) и незначительное уменьшение относительного удлинения (на 5—10%), глубина же зоны влияния газовой резки составляет всего 1—1,5 мм. При резке ножницами глубина зоны влияния достигает 3—4 мм; металл при этом оказывается наклепанным.
Газовая резка может сопровождаться и незначительным изменением химического состава металла у поверхности реза: отмечается небольшое выгорание кремния и в случае резки, например, ацетиленом увеличение содержания углерода, повышающее твердость у поверхности реза. Поэтому лучший результат дает резка с использованием в качестве горючего водорода. Таким образом, газовая резка не оказывает практически заметного влияния на свойства метaллa.
Расход кислорода на 1 пог. м длины резки можно приближенно определить по эмпирической формуле

где Q — расход кислорода в л;
ð — толщина листа в мм;
а — ширина реза в мм.
В табл. 43 помещены данные, характеризующие процесс газовой резки стали в зависимости от толщины листа на 1 пог. м длины разреза. Данные, приведенные в табл. 4-3, являются средними и могут измениться в зависимости от конструкции резака.

Газовую резку применяют также для замены процесса ковки вырезкой деталей из толстых листов или болванок.

Торец листа, после
автоматической газовой резки. Толщина листа 80 мм.

Торец листа после ручной газовой резки. Толщина листа 80 мм.

Резка листового металла — это предварительный этап обработки металлопроката при производстве изделий и конструкций, подразумевающий раскрой цельного полотна на части различного размера и формы (заготовки).
Различают следующие способы обработки:
В статье рассмотрены особенности популярных методов резки, таких как плазменная резка металла в Минске, газовая резка, резка лазером, ножницами, болгаркой и другими устройствами, применяемыми для раскройки металла.
Методы механической резки
Основаны на воздействии на металл режущим инструментом, который прочнее и тверже обрабатываемого материала. Не предполагает нагрев листа, поэтому такую обработку называют холодной.
Резка гильотинными ножницами
Вид ударной обработки, который подразумевает разрезание листового металла специальными ножами или ножницами по металлу на станке с фиксацией. Используется для производства заготовок.
- ровный край реза;
- отсутствие выщербин и заусениц;
- быстрота обработки материала.
- ограничение по толщине рубки (до 20 мм);
- невозможность изменения направления резки (только прямолинейная).
Резка дисковыми ножницами
Дисковые ножницы представляют собой станок с парой режущих дисков с углом заострения 90 градусов из высоколегированной стали. Листы металла могут подаваться вручную или при помощи автоматического устройства подачи.
- точность резки;
- высокое качество линии реза;
- простота и удобство использования.
Резка болгаркой
Обработка ручным электроинструментом — углошлифовальной машиной (УШМ) с режущей абразивной насадкой. Эффективная резка осуществляется ближней частью абразивного диска.
- возможность фигурной резки (осуществляется насадками самых малых диаметров либо почти отработанными дисками).
- не подходит для обработки листового металлопроката с полимерным напылением (абразивные насадки портят покрытие и снижают его защитные свойства по линии реза);
- особые требования относительно техники безопасности;
- обильный вылет осколков;
- невозможность длительной непрерывной резки (чтобы рабочий ресурс насадки не выработался слишком быстро, через каждые 5-7 минут работу необходимо прерывать на 20-30 минут).
Ленточнопильная резка
Выполняется на специальном ленточно-пильном станке. Требует правильного подбора шага зубьев режущего полотна, а также верного выбора скорости подачи листа. Подходит для быстрого изготовления небольших изделий.
- высокая скорость получения детали;
- точность обработки;
- возможность изменения угла резки.
- невозможность изменения направления резки (производство фигурных деталей);
- максимальный размер детали ограничен возможностями станка.
Гидроабразивная резка
Осуществляется смесью воды и абразивного материала (песка), которая подается под высоким давлением через узкое сопло в место реза. Подходит для раскройки материала толщиной до 30 0 мм.
- высокая точность;
- края реза не нуждаются в дополнительной обработке;
- отсутствует термическая деформация металла.
- высокая стоимость оборудования и работ;
- не подходит для обработки металлов и сплавов, подверженных коррозии.
Методы термической резки
Газовая резка
Способ термической обработки, при котором материал нагревается до температуры воспламенения, после чего под высоким давлением подается струя кислорода. Она разрезает металл по всей толщине, плавно перемещаясь вдоль направления реза.
Используется для исправления дефектов, вырезки заготовок и прорезания отверстий.
- высокая скорость резки;
- отсутствие ограничений по форме и размерам;
- возможность использования для резки ржавого и окрашенного металла;
- толщина обрабатываемого листа – до 200 мм.
- низкое качество обработки (увеличенная ширина реза, окислы и наплывы);
- не подходит для производства заготовок небольшого размера.
Плазменная резка
Осуществляется высокотемпературной струей плазмы, получаемой при помощи электродугового разряда. Воздействие плазмы вызывает оплавление, выгорание и выдувание материала из листа. Обработка металла происходит при температуре от 15 000 до 30 000 градусов °C, что делает этот метод обработки применимыми к любым типам металлов и сплавов.
Используется для резки гибких листов толщиной до 200 мм. При этом крайне высокие температуры в зоне резки не оказывают теплового воздействия на материал рядом с ней, благодаря чему лист не деформируется, а характеристики материала не ухудшаются.
- подходит для обработки любых типов сталей, включая сплавы с высоким коэффициентом расширения;
- высокая скорость и точность резки;
- простота работы с плазморезом;
- возможность фигурной резки;
- безопасность процесса (благодаря отсутствию газовых баллонов).
- относительно небольшая максимальная толщина реза (до 50 мм в зависимости от мощности плазмореза);
- необходимость строго придерживаться перпендикулярного угла реза.
Лазерная резка
В основе способа лежит принцип воздействия на материал тепловой энергией узкосфокусированного лазерного луча.
Благодаря возможности точной и сложной фигурной резки, способ используется в ювелирном деле, для производства деталей машиностроительного производства, элементов декоративных кованых изделий и других областях, где необходима точная обработка.
Читайте также: