
Допуски и посадки гладких цилиндрических соединений презентация
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024
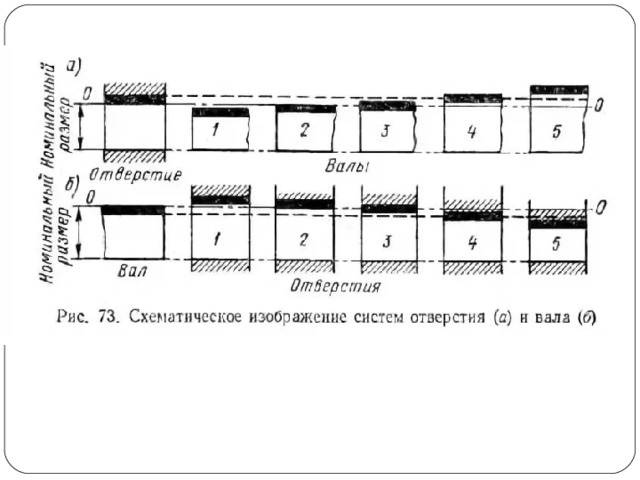
Посадки в системе отверстия и в системе вала. Система допусков по образованию различных посадок подразделяется на систему отверстия и систему вала.
Система отверстия — это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные отклонения отверстий одинаковы, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 43, а).
Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю: в этом случае наименьший предельный размер отверстия равен номинальному. П-ле допуска такого отверстия называется основным.
Система вала — это совокупность посадок, в которых предельные отклонения ва-лов одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем измене¬ния предельных отклонений отверстий (рис. 43, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. После допуска такого вала называется основным.

а — в системе отверстия (I, II, III — эскизы валов с разными предельными размерами под посадки),
б — в сис-теме вала (I, II, III, IV — эскизы отверстий с разными предельными размерами под посадки)
Общие сведении о системах допусков и посадок. С 1980 г. в странах — членах СЭВ введена единая система допусков и посадок (ЕСДП СЭВ) всех типовых соединений в маши-ностроении. Допуски и посадки системы регламентируются стандартами СЭВ (ОСТ СЭВ), которые составляются на основе стандартов международной системы (ИСО), и в СССР дей-ствуют в качестве государственных стандартов. Это приводит к возможности применения в разных странах единой технической доку¬ментации и стандартной технической оснастки, повышает уровень взаимозаменяемости в машино- и приборостроении и обеспечивает взаимовыгодную торговлю.
Система допусков и посадок СЭВ распространяется на размеры до 10000 мм (нижний предел — менее 1 мм — неограничен). Указанный диапазон размеров разбит на три группы: до 500 мм, свыше 500 до 3150 мм и свыше 3150 до 10000 мм. Перечисленные группы размеров подразделены на основные и промежуточные интервалы. Для размеров до 500 мм установлено 13 основных интервалов. Начиная с 10 мм основ¬ные интервалы дополнительно разбиты на промежуточные. Размеры свыше 500 до 3150 мм разбиты на 8 основных и 16 промежуточных интервалов, а свыше 3150 мм — на 5 основных и 10 промежуточных. Промежуточные интервалы введены для отклонений, образующих посадки с большими натягами и зазорами для получения более равномерных зазоров и натягов.
В системе допусков и посадок СЭВ для гладких цилиндрических соединений допуски отверстий и валов обозначают IТ, что означает “допуск ИСО”. В ЕСДП СЭВ для размеров до 10000 мм установлено 19 квалитетов (квалитет — со-вокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров): 01, 02, …, 17. В порядке убывания точности допуски квалитетов условно обозначают IТ01, IТ0, IТ2, …, IТ16, IТ17. Квалитеты с 01 до 04 предназначены для особо точных деталей и измерительных инструментов (в системе ОСТ с 02 по 09 классы точности) : квалитеты с 5-го по 14-й предназначены для сопряжения деталей (в системе ОСТ с 1-го по 5-й классы); квалитеты с 14-го по 17-й — для выполнения свободных, не сопрягающихся размеров (в системе ОСТ с 7-го по 10-й классы) .
Обозначение посадок на чертежах в системе СЭВ выполняется следующим образом. За номинальным размером проставляется буква, обозначающая назначенную посадку, а по-сле нее дается цифра, которая указывает номер квалитета, например: 25H7 — для отверстия и 25h7 — для вала. Система СЭВ предусматривает также обозначение посадок на чертежах деталей с помощью числовых значений предельных отклонений — 25+0,021, 25 или комбинированным способом — 25Н7(+0,021), 25 .
На чертежах изделий сопряжения обозначаются разными способами: 5 , или 25Н7/g6, или 25Н7—g6, где 25Н7 — отверстие, 5g6 — вал. Стандарт СТ СЭВ 145-75 содержит таблицы (для отверстий и валов), в которых указаны 28 рядов (по числу посадок) значений основных отклонений. В табл. 9 приведены предпочтительные посадки системы СЭВ и примерные рекомендации по замене посадок системы ОСТ посадками по системе СЭВ в диапазоне от менее 1 до 500 мм.
Слайды и текст этой презентации
Графическое проектирование агрегатов
Занятие 7
Допуски и посадки
1.Основные положения
1.1. Термины и определения.
1.2. Условные обозначения.
2. Допуски
2.1. Ряды допусков.
2.2. Числовые значения допусков
3. Основные отклонения
4. Поля допусков
5. Рекомендуемые посадки
Допуски и посадки Введение
Качественные показатели современных изделий машиностроения (точность, долговечность, надежность и др.) в значительной мере зависят от правильности выбора посадок, т. е. характера сопряжения деталей, и правильности выбора допусков формы и расположения.
Изделие машиностроения не простая совокупность деталей. В собранном изделии детали находятся во взаимосвязи и взаимозависимости. Отклонения размеров, формы и расположения осей или поверхностей одной какой-либо из деталей вызывают отклонения формы или отклонения в расположении других деталей сборочной единицы. Эти отклонения, суммируясь, оказывают определенное воздействие на качественные характеристики изделия.
По этой причине при выборе посадок, допусков размеров деталей, а также допусков формы и расположения следует учитывать: назначение детали в сборочной единице, роль отдельных ее поверхностей (цилиндрических, конических, торцовых), влияние отклонений размеров, формы и расположения осей или поверхностей детали на смежные с ней детали, влияние суммы отклонений точностных параметров всех деталей на качественные показатели изделия (точность и плавность вращения, бесшумность, долговечность).
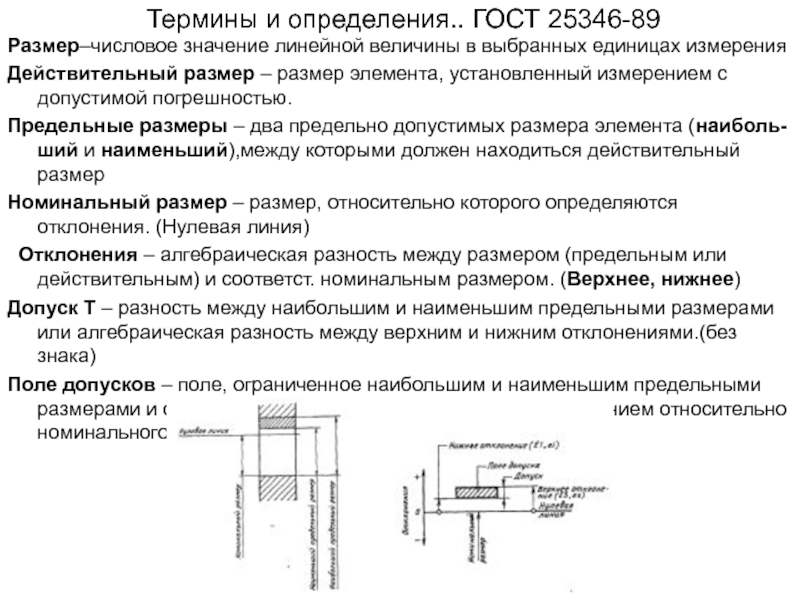
Термины и определения.. ГОСТ 25346-89
Размер–числовое значение линейной величины в выбранных единицах измерения
Действительный размер – размер элемента, установленный измерением с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера элемента (наиболь- ший и наименьший),между которыми должен находиться действительный размер
Номинальный размер – размер, относительно которого определяются отклонения. (Нулевая линия)
Отклонения – алгебраическая разность между размером (предельным или действительным) и соответст. номинальным размером. (Верхнее, нижнее)
Допуск Т – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.(без знака)
Поле допусков – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального значения.
Термины и определения. ГОСТ 25346-89
Квалитет(степень точности) – совокупность допусков, рассматриваемых как соответствующих одному уровню точности для всех номинальных размеров.
ГОСТом установлено 20 квалитетов.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие - термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Посадка - характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение.
Термины и определения. ГОСТ 25346-89
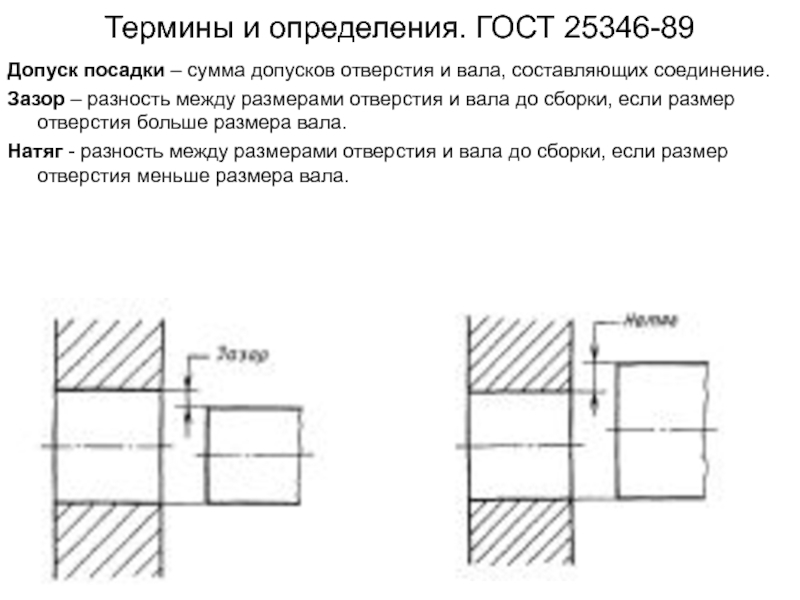
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
Натяг - разность между размерами отверстия и вала до сборки, если размер отверстия меньше размера вала.
Термины и определения. ГОСТ 25346-89
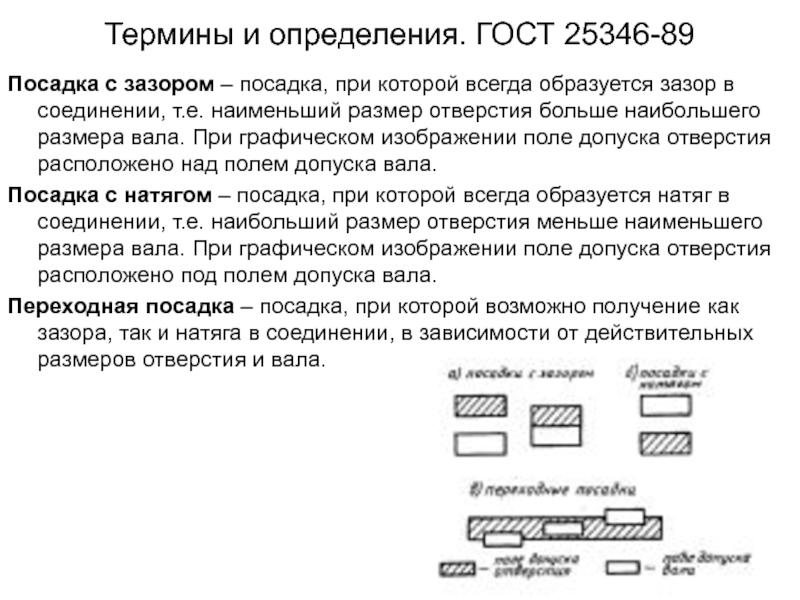
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший размер отверстия больше наибольшего размера вала. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший размер отверстия меньше наименьшего размера вала. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала.
Термины и определения. ГОСТ 25346-89
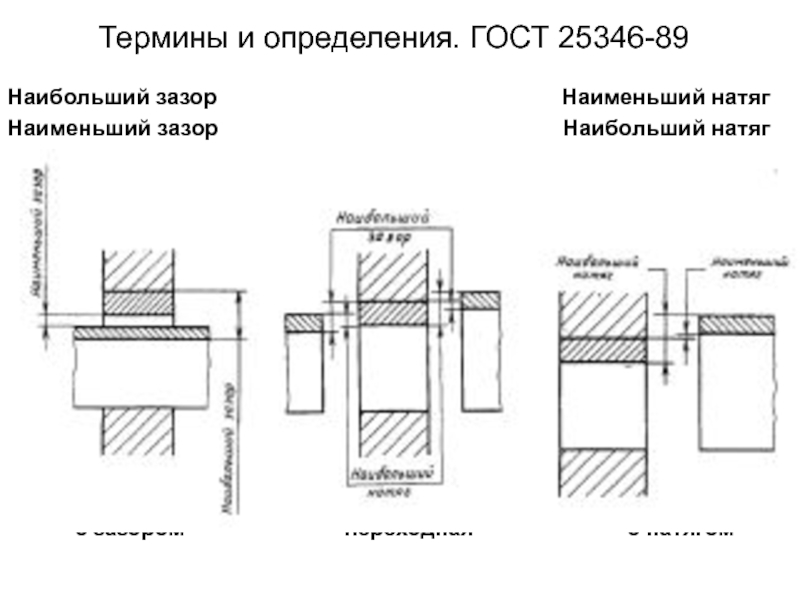
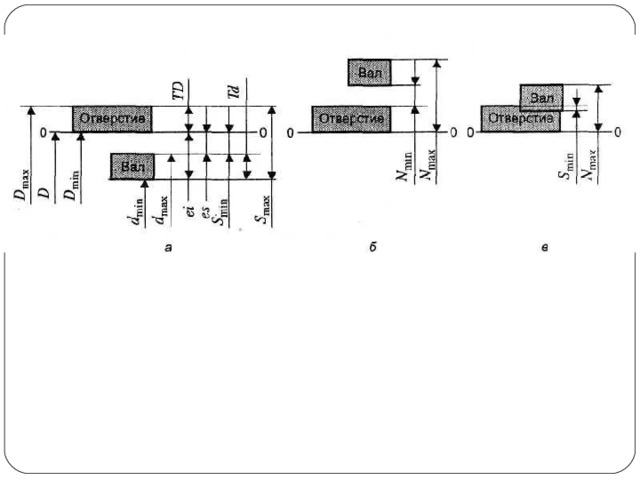
Наибольший зазор Наименьший натяг
Наименьший зазор Наибольший натяг
Посадки:
с зазором переходная с натягом
Термины и определения. ГОСТ 25346-89
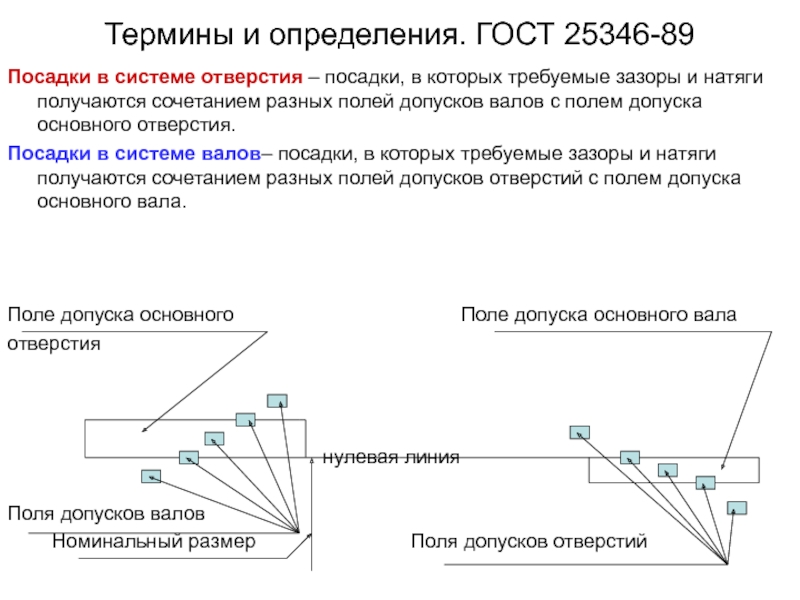
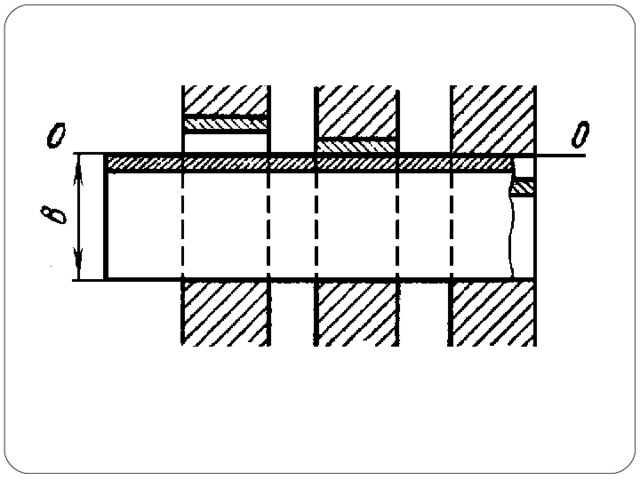
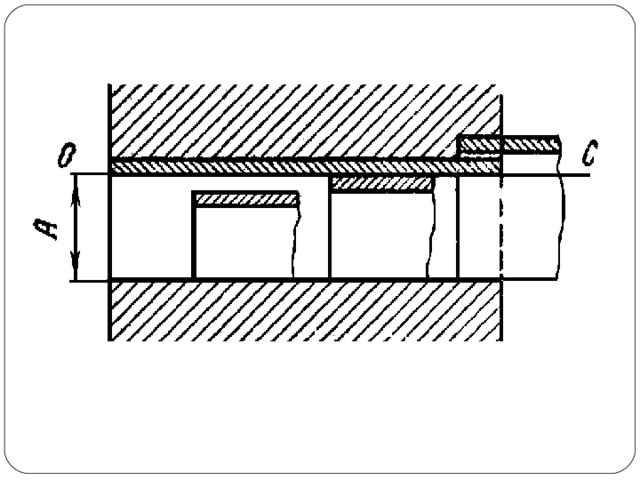
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием разных полей допусков валов с полем допуска основного отверстия.
Посадки в системе валов– посадки, в которых требуемые зазоры и натяги получаются сочетанием разных полей допусков отверстий с полем допуска основного вала.
Поле допуска основного Поле допуска основного вала
отверстия
Поля допусков валов
Номинальный размер Поля допусков отверстий
Термины и определения. ГОСТ 25346-89
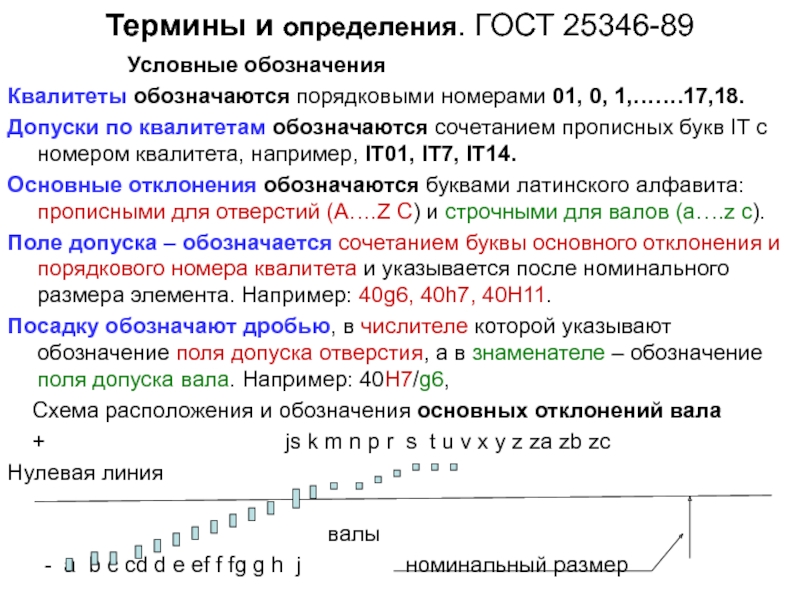
Условные обозначения
Квалитеты обозначаются порядковыми номерами 01, 0, 1,…….17,18.
Допуски по квалитетам обозначаются сочетанием прописных букв IT с номером квалитета, например, IT01, IT7, IT14.
Основные отклонения обозначаются буквами латинского алфавита: прописными для отверстий (A….Z C) и строчными для валов (a….z c).
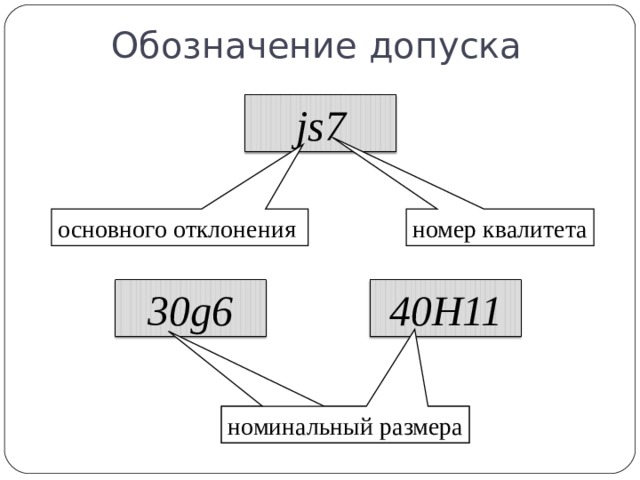
Поле допуска – обозначается сочетанием буквы основного отклонения и порядкового номера квалитета и указывается после номинального размера элемента. Например: 40g6, 40h7, 40H11.
Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала. Например: 40H7/g6,
Схема расположения и обозначения основных отклонений вала
+ js k m n p r s t u v x y z za zb zc
Нулевая линия
валы
- a b c cd d e ef f fg g h j номинальный размер
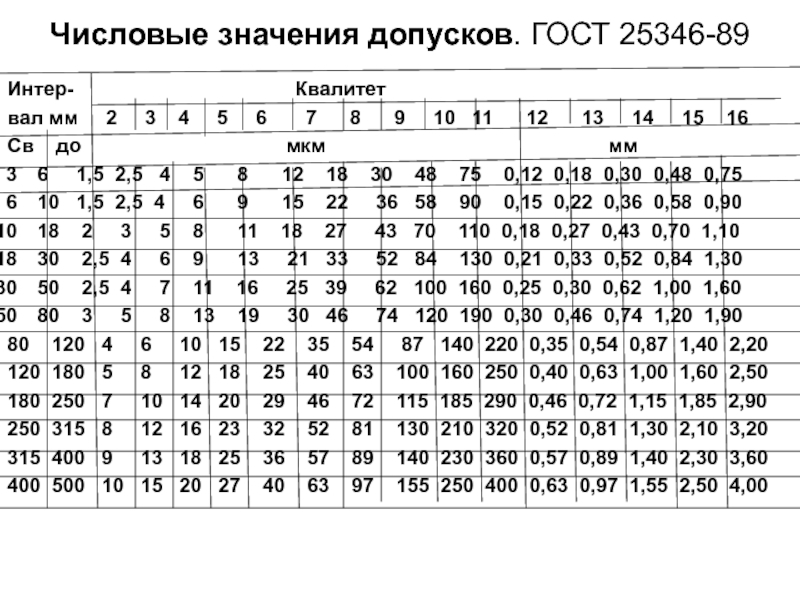
Числовые значения допусков. ГОСТ 25346-89
Интер- Квалитет
вал мм 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Св до мкм мм
6 1,5 2,5 4 5 8 12 18 30 48 75 0,12 0,18 0,30 0,48 0,75
10 1,5 2,5 4 6 9 15 22 36 58 90 0,15 0,22 0,36 0,58 0,90
18 2 3 5 8 11 18 27 43 70 110 0,18 0,27 0,43 0,70 1,10
30 2,5 4 6 9 13 21 33 52 84 130 0,21 0,33 0,52 0,84 1,30
50 2,5 4 7 11 16 25 39 62 100 160 0,25 0,30 0,62 1,00 1,60
80 3 5 8 13 19 30 46 74 120 190 0,30 0,46 0,74 1,20 1,90
80 120 4 6 10 15 22 35 54 87 140 220 0,35 0,54 0,87 1,40 2,20
120 180 5 8 12 18 25 40 63 100 160 250 0,40 0,63 1,00 1,60 2,50
180 250 7 10 14 20 29 46 72 115 185 290 0,46 0,72 1,15 1,85 2,90
250 315 8 12 16 23 32 52 81 130 210 320 0,52 0,81 1,30 2,10 3,20
315 400 9 13 18 25 36 57 89 140 230 360 0,57 0,89 1,40 2,30 3,60
400 500 10 15 20 27 40 63 97 155 250 400 0,63 0,97 1,55 2,50 4,00
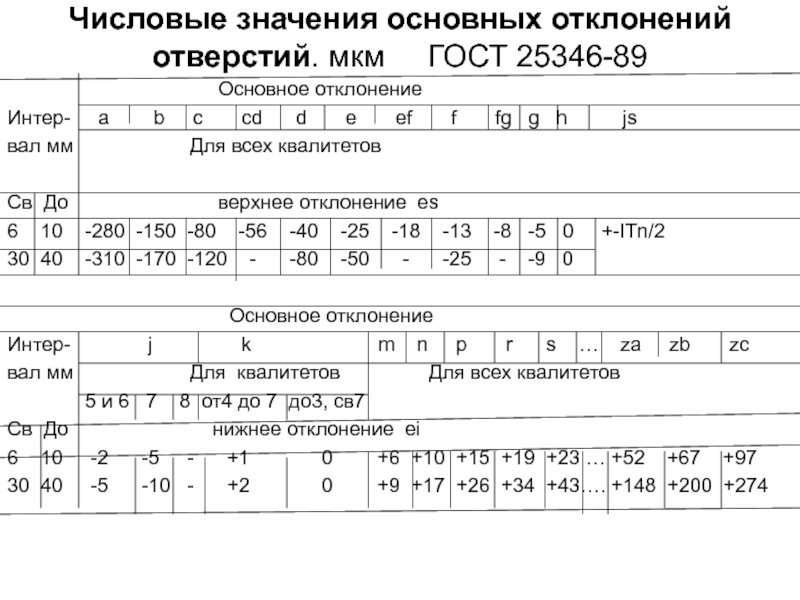
Числовые значения основных отклонений отверстий. мкм ГОСТ 25346-89
Основное отклонение
Интер- a b c cd d e ef f fg g h js
вал мм Для всех квалитетов
Св До верхнее отклонение es
6 10 -280 -150 -80 -56 -40 -25 -18 -13 -8 -5 0 +-ITn/2
30 40 -310 -170 -120 - -80 -50 - -25 - -9 0
Основное отклонение
Интер- j k m n p r s … za zb zc
вал мм Для квалитетов Для всех квалитетов
5 и 6 7 8 от4 до 7 до3, св7
Св До нижнее отклонение ei
6 10 -2 -5 - +1 0 +6 +10 +15 +19 +23 … +52 +67 +97
30 40 -5 -10 - +2 0 +9 +17 +26 +34 +43…. +148 +200 +274
Поля допусков валов при номинальных размерах от 1 до 500 мм. ГОСТ 25347-82
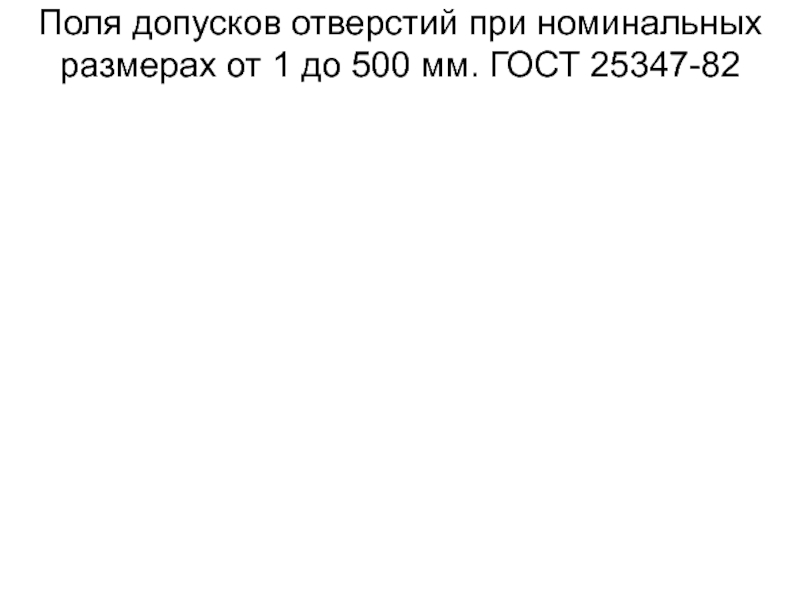
Поля допусков отверстий при номинальных размерах от 1 до 500 мм. ГОСТ 25347-82
Поля допусков валов при номинальных размерах от 1 до 500 мм. ГОСТ 25347-82 Предельные отклонения. Квалитет 7
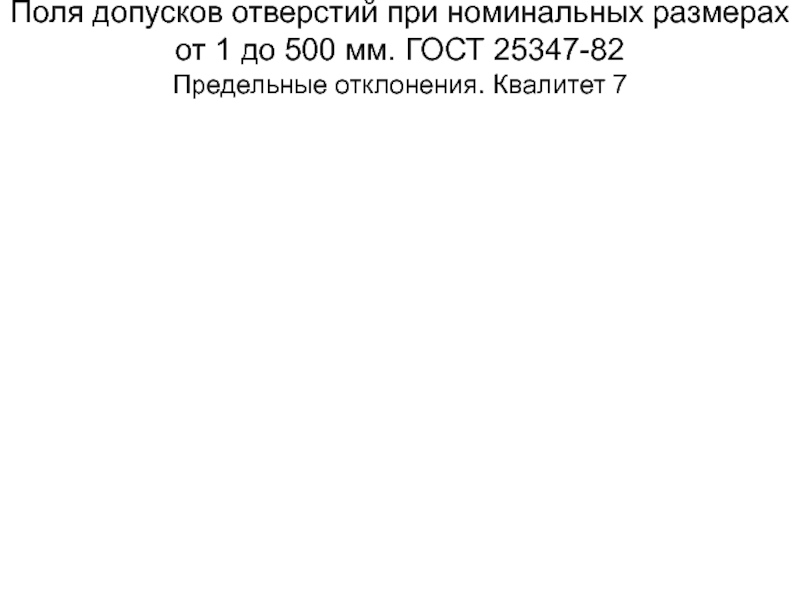
Поля допусков отверстий при номинальных размерах от 1 до 500 мм. ГОСТ 25347-82 Предельные отклонения. Квалитет 7
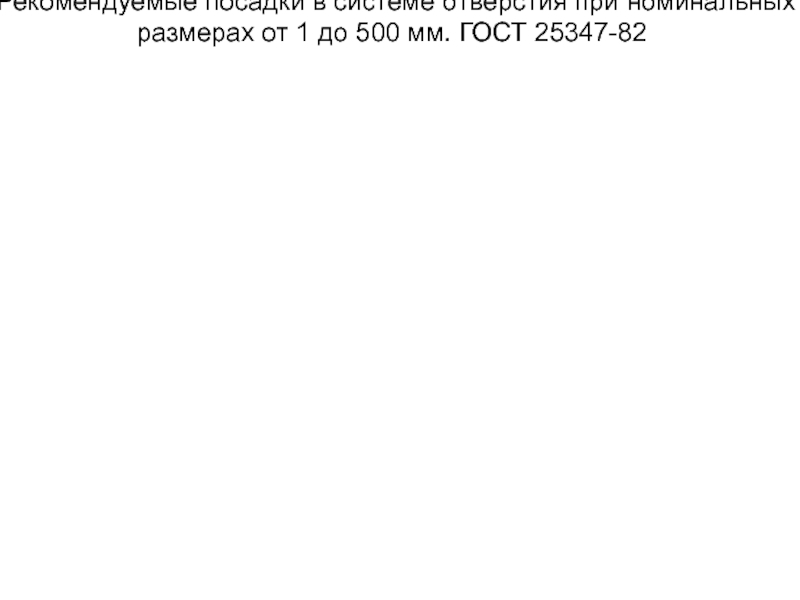
Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм. ГОСТ 25347-82
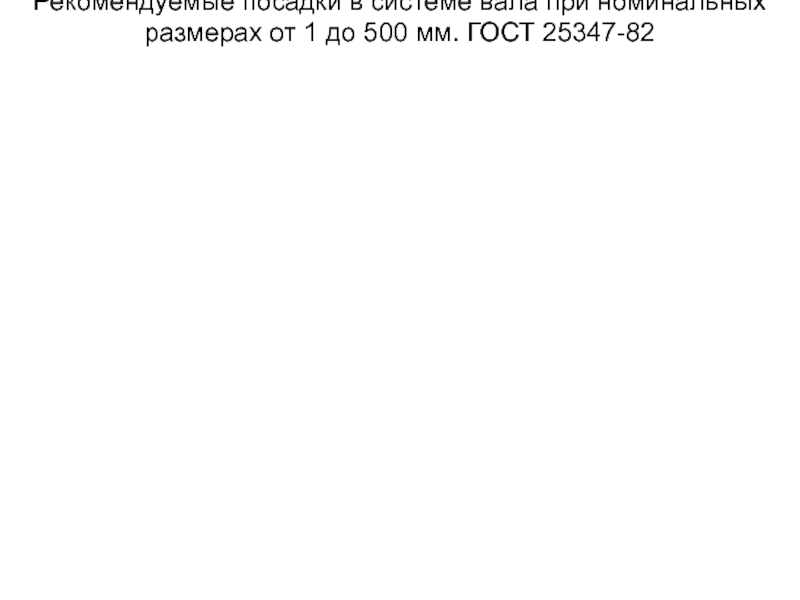
Рекомендуемые посадки в системе вала при номинальных размерах от 1 до 500 мм. ГОСТ 25347-82
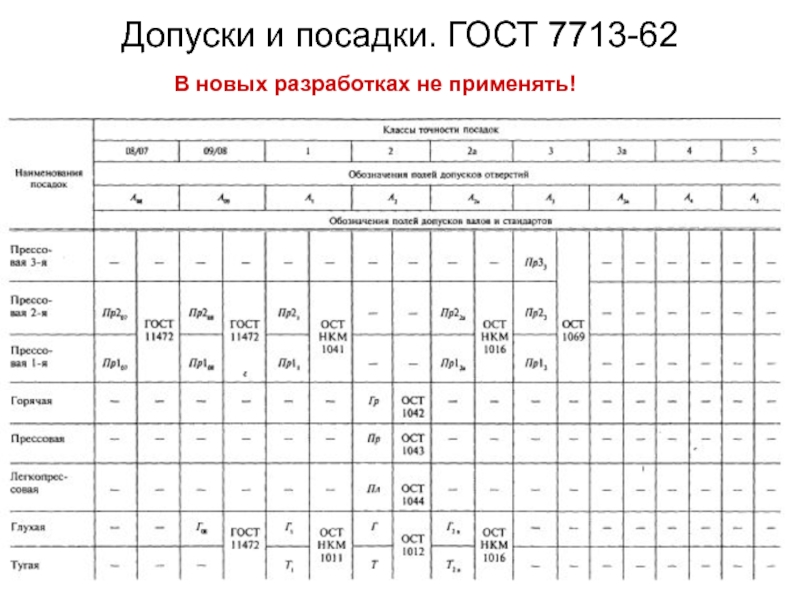
Допуски и посадки. ГОСТ 7713-62
В новых разработках не применять!
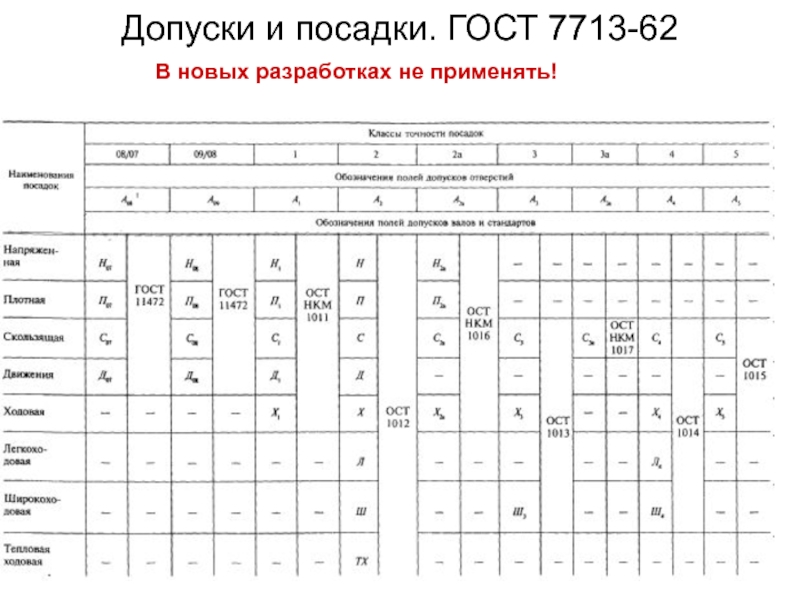
Допуски и посадки. ГОСТ 7713-62
В новых разработках не применять!
1.Допуски и посадки. Основные определения. ГОСТ 7713-62
2.Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. ГОСТ 25346-89
3. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки. ГОСТ 25347-82

Посадки в системе отверстия и в системе вала. Выбор допусков и посадок. Основные положения Государственной системы стандартизации Российской Федерации и систем (комплексов) общетехнических и организационно-методических стандартов: единая система допусков и посадок (ЕСДП).
решение практических задач по графическому изображение полей допусков и простановка размеров с отклонениями на чертежах
Система допусков и посадок
совокупность рядов допусков и посадок, построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.

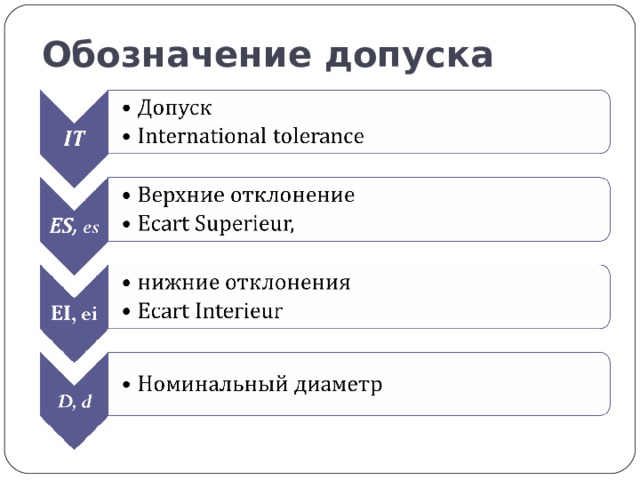
Обозначение допуска
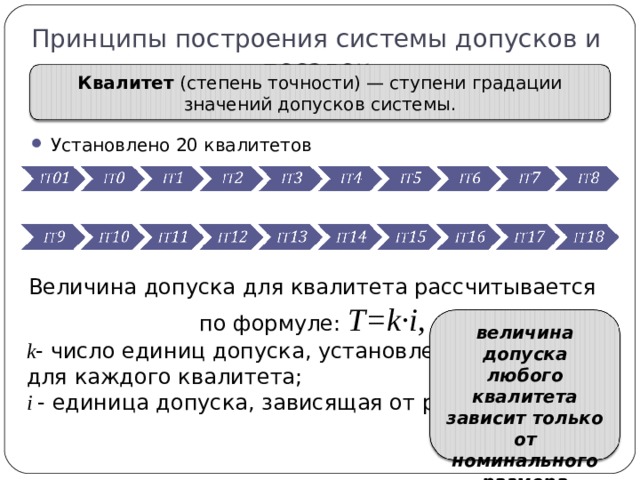
Принципы построения системы допусков и посадок
Квалитет (степень точности) — ступени градации значений допусков системы.
Величина допуска для квалитета рассчитывается по формуле: T=k·i ,
k - число единиц допуска, установленное
для каждого квалитета;
i - единица допуска, зависящая от размера
величина допуска любого квалитета зависит только от номинального размера
Интервал размеров, мм
Единица допуска i, мкм
Единица допуска i, I
- выражает функциональную зависимость допуска от номинального размера .
- для номинальных размеров до 500 мм
- для номинальных размеров свыше 500 мм до 10000мм.
D среднее геометрическое крайних размеров для каждого интервала размеров, мм
i единица допуска, мкм
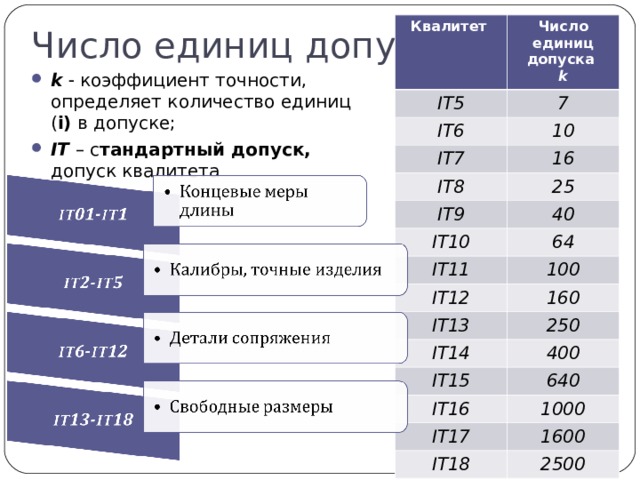
Число единиц допуска
Число единиц допуска
Квалитеты деталей машин

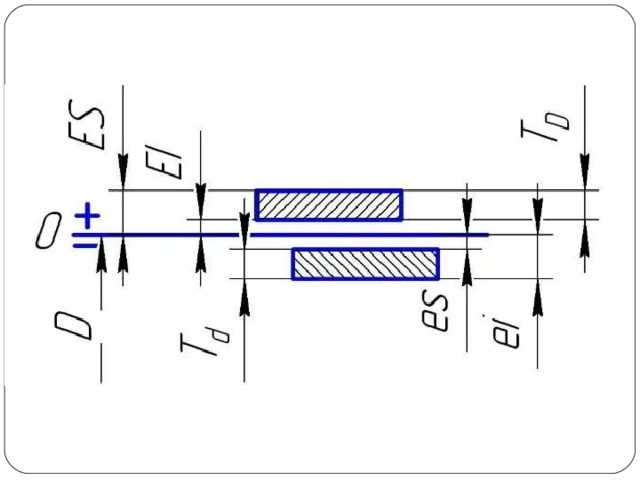
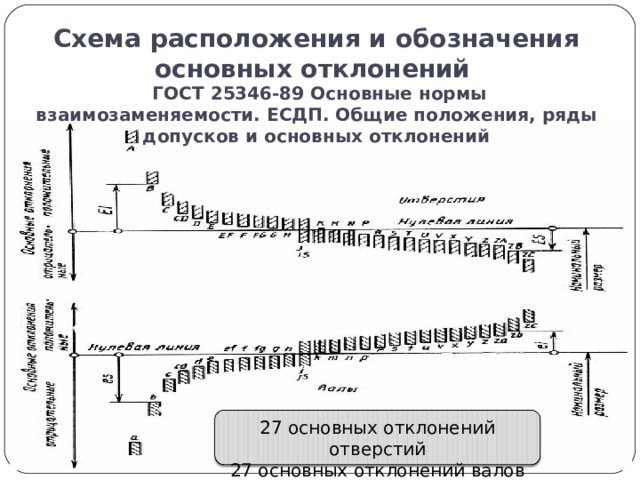
Схема расположения и обозначения основных отклонений ГОСТ 25346-89 Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений
27 основных отклонений отверстий
27 основных отклонений валов
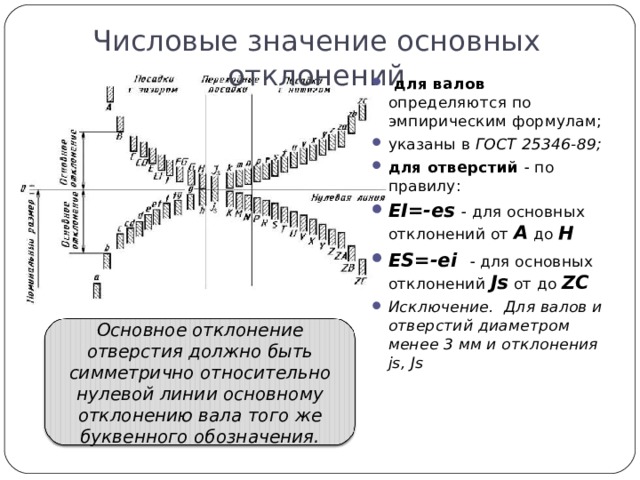
Числовые значение основных отклонений
- для валов определяются по эмпирическим формулам;
- указаны в ГОСТ 25346-89;
- для отверстий по правилу:
- EI=-es для основных отклонений от A до H
- ES=-ei для основных отклонений Js от до ZC
- Исключение. Для валов и отверстий диаметром менее 3 мм и отклоненияjs,Js
Основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала того же буквенного обозначения.

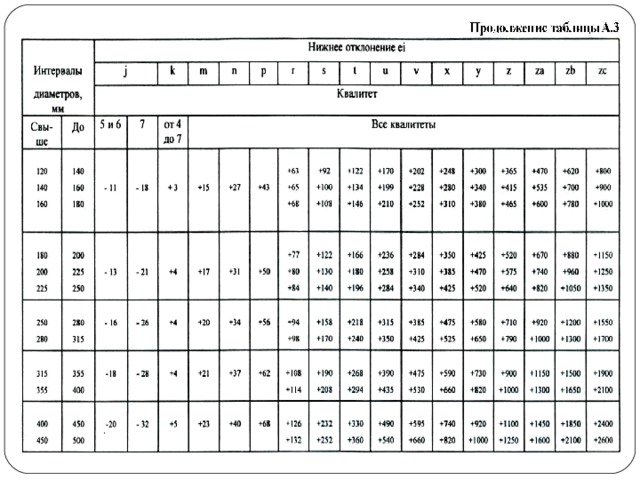
Числовые значение основных отклонений валов
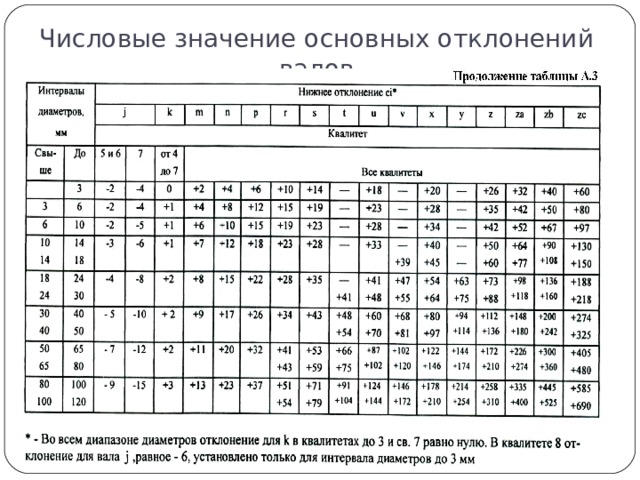
Числовые значение основных отклонений валов
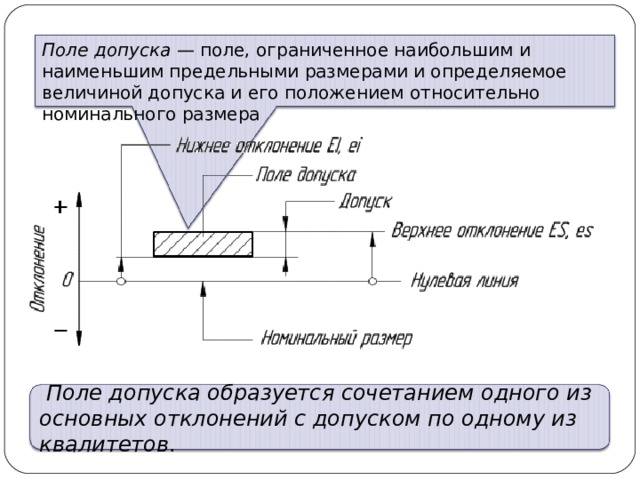
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера
Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов .
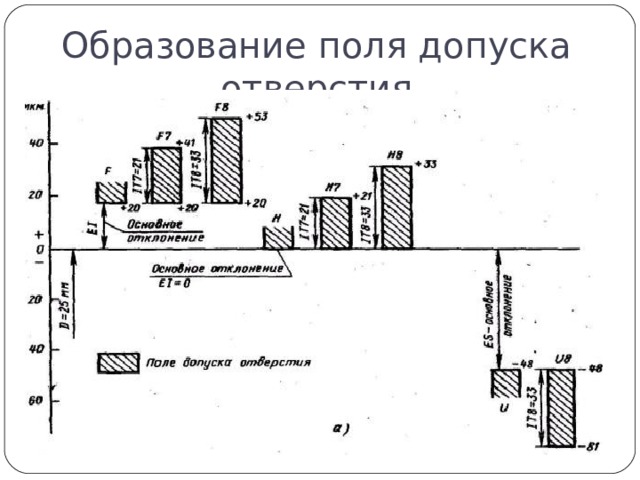
Образование поля допуска отверстия
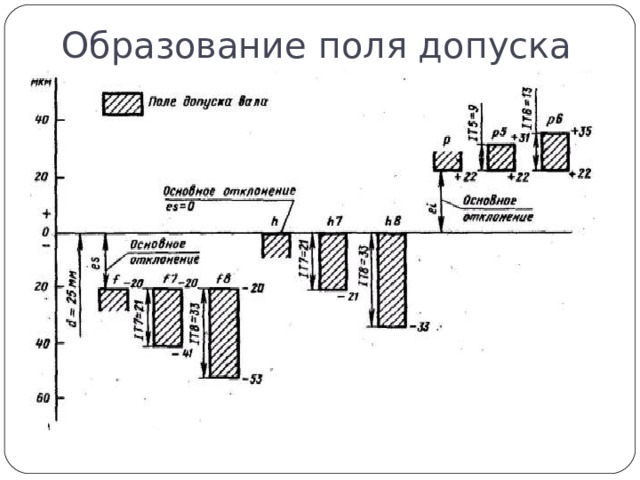
Образование поля допуска вала
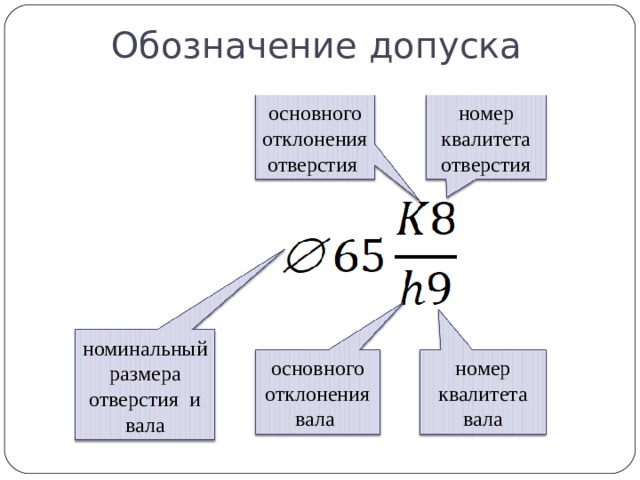
номер квалитета отверстия
основного отклонения отверстия
номинальный размера отверстия и вала
основного отклонения вала
номер квалитета вала
При простановке посадок на чертежах необходимо помнить:
- 1. Нулевое отклонение в посадке не ставиться.
- 2. Число знаков в предельных отклонениях на чертежах должно быть одинаково.
- 3. Предельные отклонения следует назначать для всех размеров, представленных на чертеже.
- 4. Предусматривается обязательное буквенное обозначение с указанием в скобках предельных отклонений, когда:
- 4.1. Детали изготовлены из пластмасс: на них назначаются такие же квалитеты и отклонения, как у металлических, но величины отклонений свои. 4.2. Если номинальный размер на чертеже не соответствует линейному, регламентируемому ГОСТ 6636-69*.
- 4.1. Детали изготовлены из пластмасс: на них назначаются такие же квалитеты и отклонения, как у металлических, но величины отклонений свои.
- 4.2. Если номинальный размер на чертеже не соответствует линейному, регламентируемому ГОСТ 6636-69*.
- 4.3. Если требования к уступу – не как симметричное отклонение.
- Предельные отклонения линейного размера вала 80 n 6 Предельные отклонения линейного размера отверстия 80 H 7 Предельные отклонения сопряжения 80
- Предельные отклонения линейного размера вала 80 n 6
- Предельные отклонения линейного размера отверстия 80 H 7
- Предельные отклонения сопряжения 80
Две системы образования посадок
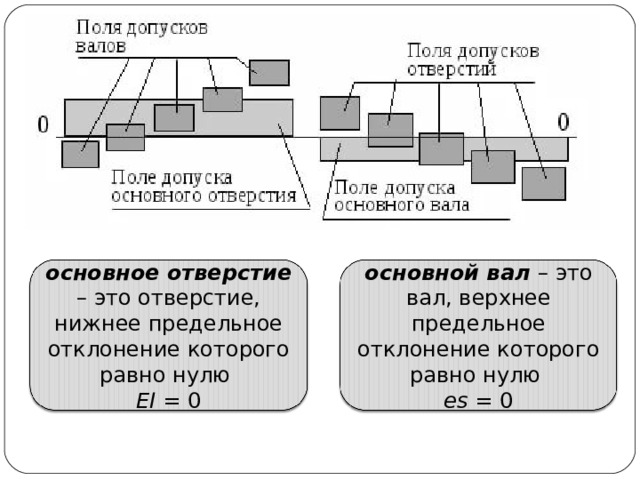
основной вал – это вал, верхнее предельное отклонение которого равно нулю
основное отверстие – это отверстие, нижнее предельное отклонение которого равно нулю
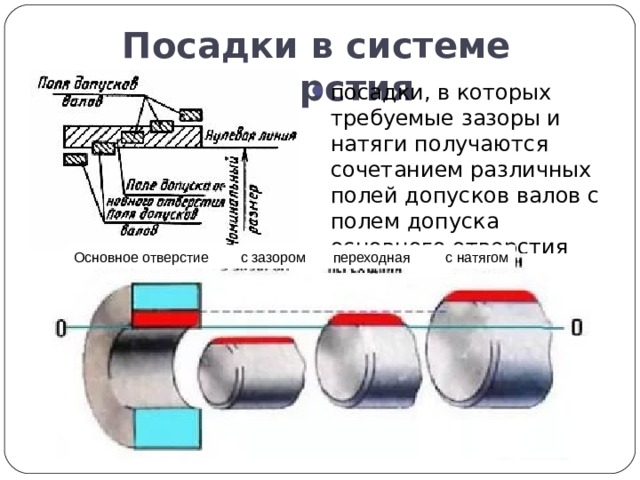
Посадки в системе отверстия
- посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия
Основное отверстие с зазором переходная с натягом
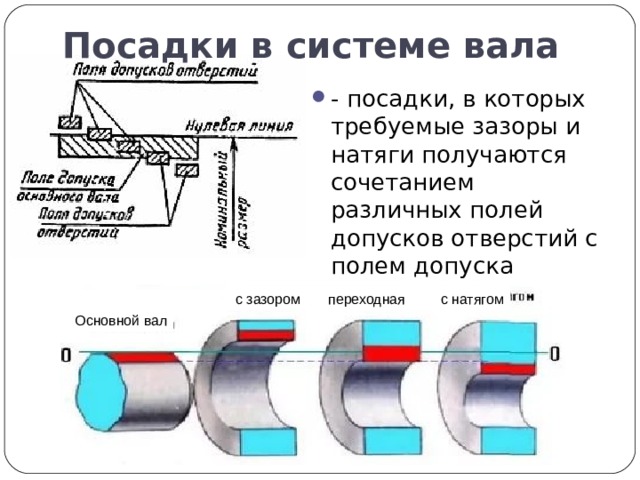
Посадки в системе вала
- - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала
с зазором переходная с натягом
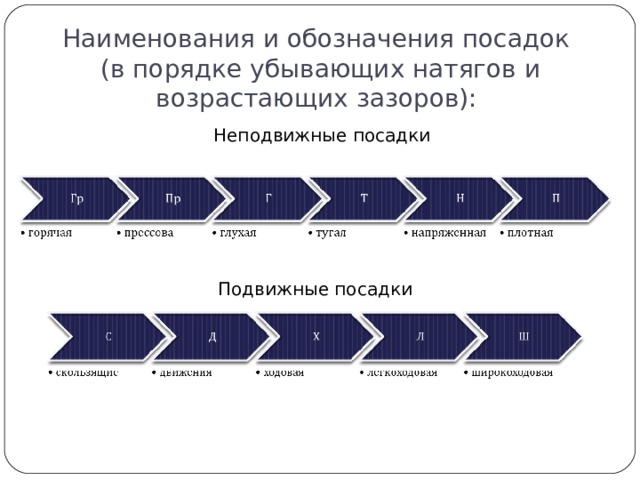
Наименования и обозначения посадок (в порядке убывающих натягов и возрастающих зазоров):
Правила образования посадок
- Рассчитайте предельные размеры вала и отверстия;
- Начертите схему расположения полей допусков вала и отверстия и определите характер соединения;
- Рассчитайте предельные натяги или зазоры
- Определите годность деталей, имеющей заданный номинальный размер
12 5 Н 7 /f 6
1 2 Н10/ f7
3Н6/ h7
5Н7/ js 6
90Н6/ d9
7Н6/js 7
5Н 6 / n 6
37Н7/ js 6
57Н 10 / f7
25Н7/ h 6
52Н 9 / js9
Предпочтительные поля допусков валов для размеров 1 …180 мм (квалитет 6,7)
Практическая работа 1
Понятие о размерах, отклонениях, допусках и посадках
Для гладкого цилиндрического соединения номинального диаметра D определить:
1. Предельные размеры.
3. Наибольший, наименьший и средний зазоры.
4. Допуск посадки.
5. Исполнительные размеры предельных калибров.
Расположение полей допусков изобразить графически.
Студент производит расчеты, рисует поля допусков, по результатам выполнения
расчетно-практической работы оформляет отчет.
Основные термины и определения установлены ГОСТ 25346-82 (рис.1).
Номинальный размер ( D, d ) - размер, который служит началом отсчета отклонений и
относительно которого определяют предельные размеры. Для деталей, составляющих
соединение, номинальный размер является общим.
Действительный размер - размер, установленный измерением с допускаемой
Предельные размеры детали - два предельно допускаемых размера, между которыми
должен находиться или которым может быть равен действительный размер годной
детали. Больший из них называют наибольшим предельным размером, меньший -
наименьшим предельным размером. На рис.1 они обозначены как D max и D min для
отверстия, d max и d min - для вала.
Для упрощения чертежей введены предельные отклонения от номинального размера:
верхнее предельное отклонение ES, es - алгебраическая разность между большим
предельным и номинальным размерами; нижнее предельное отклонение EI, ei -
алгебраическая разность между наименьшим предельным и номинальным
Предельные размеры деталей определяются по формулам:
На машиностроительных чертежах номинальные и предельные размеры и их
отклонения проставляют в миллиметрах без указания единицы, например 40; 50; 60;
Рисунок 1 - Основные термины и определения
Допуск Т размера - разность между наибольшим и наименьшим предельными
размерами или абсолютное значение алгебраической разности между верхним и
нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле
рассеяния действительных размеров годных деталей в партии, т.е. заданную точность
Допуск отверстия TD и допуск вала Td определяются по формулам:
TD = D max - D min;
Td = d max - d min.
Для упрощения допуски можно изображать графически в виде полей допусков
(рис.2). При этом ось изделия всегда располагают под схемой. Поле допуска - поле,
ограниченное верхним и нижним отклонениями. Поля допуска определяются
значением допуска и его положением относительно номинального размера. При
графическом изображении поле допуска заключено между двумя линиями,
соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Нулевая линия - соответствующая номинальному размеру, от которой откладывают
Читайте также: