
Натяг посадки втулки шатуна
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Проверьте поршневой палец, отверстие в верхней головке шатуна и отверстие в поршне на наличие износа или повреждений, обращая особое внимание на состояние втулки в верхней головке шатуна. Если поршневой палец, отверстие в верхней головке шатуна или в поршне имеют чрезмерный износ или повреждены, замените палец, шатун и/или поршень.
Проверьте зазоры между поршневым пальцем и втулкой в верхней головке шатуна и между поршневым пальцем и отверстием в поршне. Замените шатун и/или поршень, если его верхняя головка сильно изношена или имеет повреждения или если измеренный зазор превышает предельное значение.

Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:

Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
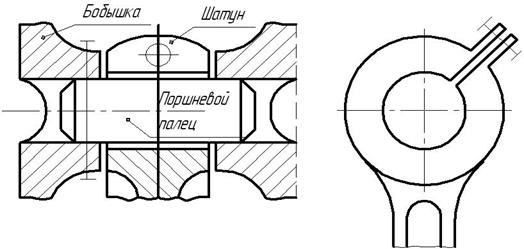
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:

Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Анализ показателей качества деталей

Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Деталь
№измерения
РЕМОНТ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ (ШПГ) ДВИГАТЕЛЯ
Характеристика дефектов деталей ШПГ, способы их определения и устранения Поршни изготавливаются, как правило, из алюминиевых сплавов АЛ 4, АЛ 10В твердостью НВ 100—130. Их основными дефектами являются износ канавок под поршневые кольца, износ отверстий бобышек под поршневой палец, износ и задиры юбки поршня.
У поршня измеряют диаметры юбки, отверстия в бобышках и ширину канавок под поршневые кольца. Диаметры юбки поршня измеряют микрометром в плоскости качения шатуна и плоскости оси бобышек в двух сечениях.
Диаметры бобышек измеряют нутромером в вертикальной и горизонтальной плоскостях вблизи канавок для стопорных колец.
При износе канавок поршневых колец по ширине более 0,2 мм поршень выбраковывают. Износ отверстий в бобышках устраняется развертыванием отверстий под увеличенный палец. Поршневые пальцы изготавливаются из стали 20Х, 32ХНЗА с последующей цементацией или из сталей 40, 45 с последующей закалкой. Твердость поверхности НРС 56— 65. Основным дефектом пальцев является износ поверхностей сопряжения с втулкой верхней головки шатуна или бобышек поршня.
Диаметры поршневого пальца измеряют микрометром в двух взаимно перпендикулярных плоскостях в местах сопряжения его с бобышками и втулкой верхней головки шатуна.
Восстановление поршневых пальцев осуществляется гальваническим наращиванием (хромирование, железнение), пластическим деформированием (раздачей) с последующей термической и механической обработками.
Шатуны изготавливаются из сталей 45Г2, 40Х, 40, 45 с последующей закалкой и высокотемпературным отпуском до твердости НВ 207—289.
Основными дефектами шатунов является изгиб и скручивание стержня, износ поверхности отверстия верхней и нижней головок, поверхностей разъема нижней головки,’ поверхностей под головку и гайку шатунного болта.
Проверку диаметров головок производят индикаторным нутромером. Изгиб и скручивание шатуна проверяют при помощи приспособления КИ-724, предварительно собрав шатун с крышкой нижней головки (без вкладышей и втулки верхней головки).
Для шатунов двигателей всех марок изгиб не должен превышать 0,04 мм, а скручивание 0,06 мм на длине 100 мм (расстояние между контрольными штифтами). Шатуны правят методом обратного деформирования на специальных приспособлениях или под прессом. Для снятия остаточных напряжений шатуны после правки стабилизируют. При этом их нагревают в электрической печи до 400—450 °С, выдерживают при этой температуре 0,5—1,0 ч и затем медленно охлаждают на воздухе.
Износ поверхности нижней головки шатуна устраняют шлифованием плоскости разъема крышки с последующей расточкой нижней головки. При этом с крышки снимают слой металла толщиной 0,20—0,30 мм.
Верхнюю и нижнюю головки шатуна растачивают на станке УРБ-ВП-М. Овальность и конусность не должны превышать 0,02 мм.
После восстановления отверстия верхней головки шатуна производят запрессовку втулки с последующим растачиванием.
При расточке восстанавливают расстояние между осями верхней и нижней головок шатуна смещением центра расточки втулки. После расточки внутренняя поверхность, втулки раскатывается.
Втулки верхней головки шатуна изготавливаются из бронзы различных марок. Основными дефектами втулок является износ внутренней поверхности и ослабление посадки в верхней головке шатуна. Восстановление осуществляется пластическим деформированием (осадкой, раздачей) или гальваническим наращиванием (меднением). Восстановленную или новую втулку запрессовывают в верхнюю головку шатуна.
Запрессованные втулки предварительно растачивают с припуском на раскатывание 0,025—0,050 мм. Ролики и втулки при раскатке обильно смазывают дизельным топливом. Овальность и конусность не должны превышать-0,005 мм.
Комплектование деталей ШПГ двигателя
Детали ШПГ изготавливают по высокому классу точности. Сопряжения их имеют узкие пределы допустимых зазоров, что требует малого поля допуска на изготовление, что экономически нецелесообразно, поэтому детали ШПГ изготавливают с более широкими допусками и разбивают на три группы. Соединением деталей одной и той же группы (селективная сборка) добиваются заданных значений зазоров.
Кроме этого, детали ШПГ работают в условиях высоких скоростей и значительных знакопеременных нагрузок, поэтому несбалансированность движущихся деталей приводит к ускоренному аварийному износу и возможному отказу. Чтобы обеспечить динамическую сбалансированность кривошипно-шатунного механизма, поршни и шатуны одного комплекта подбирают по массе. Разница в массе шатунов различных двигателей обычно допускается в пределах 8—15 г, а разница в массе поршней не должна превышать 10 г.
Обозначение размерной группы и веса деталей приводится непосредственно на деталях (табл. 4.39). Вместо полной массы на деталях некоторых марок двигателей нанесены 2—3 цифры, обозначающие соответственно сотни, десятки, единицы граммов.
Подбор поршневых колец осуществляют по канавкам поршня и зазору в стыке. В зависимости от марки двигателя зазоры бывают величиной 0,03—0,25 мм. Верхнее компрессионное кольцо ставят с большим зазором. Величину зазора проверяют щупом. Правильно подобранное кольцо-должно свободно перемещаться в канавках и утопать под действием собственного веса. Зазор в замке проверяется-постановкой кольца в гильзу и последующим измерением.
Содержание и порядок выполнения работы
Ознакомиться с заданием и оснащением рабочего места. Проверить шатун на изгиб и скрученность на приборе КИ-724 (рис. 1) и произвести его правку в следующей последовательности:

Рнс. 1. Приспособление для проверки шатуна на изгиб и скрученность.
а —проверка шатуна на изгиб, б — установка индикаторов, в — установка разжимной оправки, г — проверка шатуна на скрученность; 1 — оправка; 2 — разжимная оправка; 3 — призма; 4, 7 — индикаторы. .5 — плита; 6 — упор; 8,10 — конусы; 9 — разжимная втулка оправки; 11 — гайка
– установить шатун на пресс и выпрессовать изношенную втулку из отверстия верхней головки шатуна;
– вставить вместо нее оправку с разжимной втулкой 9. Затем, закручивая гайку 11, конусами 8 и 10 закрепить оправку в отверстии шатуна; установить призму 3 с индикаторами 4 и 7 на оправку 1 таким образом, чтобы упор 6 призмы уперся в плиту 5. Не сдвигая призму с места, провернуть шкалу индикатора 4 АО совпадения нулевого деления с большой стрелкой индикатора. Провернуть призму на 180° и аналогично настроить индикатор 7;
– закрепить шатун на оправке 1 таким образом, чтобы призма 3, установленная на оправку 2, уперлась упором 6 в плиту 5. Отклонение большой стрелки индикатора 4 от нулевого положения покажет величину изгиба шатуна. Провернуть призму 3 на 180° и также по индикатору 7 определить величину скрученности шатуна. Скрученность шатунов тракторных двигателей допускается в пределах 0,05— 0,08 мм, а изгиб — 0,03—0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна;
– для снятия остаточных напряжений после правки шатун нагреть в печи до 400—450 °С и выдержать при этой температуре в течение 30—60 мин. Затем оставить медленно остывать на воздухе;
– повторить проверку на изгиб и скрученность.
Запрессовать втулку в верхнюю головку шатуна и расточить ее под поршневой палец в следующей последовательности:
– допускается изгиб и скрученность шатунов соответственно 0,03 и 0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна. Желательно перед правкой нагреть его стержень до 450—600 °С;
– установить шатун на пресс и запрессовать новую втулку в отверстие верхней головки шатуна;
закрепить в отверстии нижней головки шатуна оправку 4 (рис. 1). Установить оправку вместе с шатуном на призмах 5 каретки. Уложить шаблон между упорами на подвижной каретке в кронштейне 5. Маховичком 6 переместить каретку до зажима шаблона между упорами каретки и кронштейном, застопорить каретку винтом 7. Надеть на шпиндель 2 центрирующий конус и маховиком ручного перемещения шпинделя совместить ось втулки шатуна с осью шпинделя. Опорой / и прижимной стойкой 3 закрепить верхнюю головку шатуна так, чтобы не нарушать

Рис. 2. Крепление шатуна при расточке втулки верхней головки: 1 — опора; 2 —шпиндель; 3 — прижимная стойка; 4 — оправка; 5 — призмы каретки; 6 — маховичок передвижения кареток; 7 — винт стопорения каретки; в —кронштейн соосности осей. Вывести шпиндель и снять с него центрирующий конус;
произвести расчет и установить вылет резца. Он при растачивании втулки верхней головки шатуна на станке УРБ-ВП-М определяется по формуле:
Н = (d п + d ш + S – б )/2
Таблица 1. Зазоры в сопряжении втулка шатуна — поршневой палец в двигателях различных марок
– нагружен тепловыми нагрузками
– тепловые нагрузки за счет трения и от поршня.
– возвратно-поступательные движения вместе с поршнем и вращательные движения вокруг оси поршневого пальца.

1. Плавающий (используется наиболее часто):
2. небольшая сила трения
3. небольшие выделения тепла.
4. равномерный износ.
5. меньше опасность заедания
- Поршневой палец закреплен в поршне (встречается редко)

Закрепляется прессованием или фиксируется.
- Поршневой палец закреплен в головке шатуна (используют в тихоходных судах)

Для предохранения осевых перемещений плавающего поршневого пальца используют заглушки или замки.

Заглушки – изготавливаются из алюминия или Mg сплава и запрессовываются в отверстие в концах поршневого пальца.
Форма поршневого пальца.

Смазка осуществляется под давлением. Зазор между поршневым пальцем и втулкой шатуна в рабочем состоянии меняется незначительно. Зазор между поршневым пальцем и поршнем в рабочем состоянии:

Для изготовления поршневых пальцев используют следующие материалы:
Наиболее распространенные стали (Ст15, Ст20, …). Если в двигатели нагрузки высокие, то используют легированные стали (15ХМ, 38ХА, и т.д.).
Поверхность поршневых пальцев цементируется на глубину 0,5…1,5мм с последующей закалкой и отпуском, или азотируют (сложно, дорого, вредно).
Перед началом ремонта шатунно-поршневой группы двигателей ВАЗ нужно снять поршневые кольца, а затем выпрессовать палец с помощью пресса или гидравлического домкрата, оправки и опоры с цилиндрической выемкой, в которую укладывается поршень. Далее следует удалить нагар с днищ поршней и из канавок для колец, а из масляных каналов шатунов и поршней — все отложения.
Ремонт шатунно-поршневой группы двигателей ВАЗ, контролируемые размеры и зазоры, подгон веса поршней и шатунов, параметры контроля массы поршней и шатунов, сборка поршня с шатуном, установка поршневых колец.
Трещины на поршнях, пальцах, шатунах и крышках требуют замены этих деталей. Если детали шатунно-поршневой группы изношены мало и не повреждены, они могут быть использованы снова. Поэтому при разборке их следует пометить, чтобы в дальнейшем не перепутать.
Выпрессовка и запрессовка поршневого пальца.

Поршень.
Поршень изготовлен из алюминиевого сплава и для улучшения прирабатываемости покрыт слоем олова. Его юбка в поперечном сечении овальная, а по высоте коническая, поэтому диаметр поршня измеряют в плоскости, перпендикулярной поршневому пальцу, и на определенном расстоянии от днища поршня.
Расчетный зазор между поршнем и цилиндром обеспечивается установкой поршней того же класса, что и цилиндры. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), различающихся размерами на 0,01 мм. А по диаметру отверстия под поршневой палец — на три категории через 0,004 мм.
На днище поршня клеймятся класс поршня (буква) и категория отверстия под поршневой палец (цифра). Там же маркируется и стрелка для ориентирования поршня в цилиндре. При сборке двигателя поршни следует устанавливать так, чтобы стрелка была направлена к передней части двигателя. В сторону привода распределительного вала.
Маркировка поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

В качестве запасных частей поставляются поршни только классов А, С и Е. Их достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Увеличение диаметра для ремонтных размеров поршней составляет 0,4 и 0,8 мм. На днищах ремонтных поршней ставится маркировка в виде квадрата или треугольника. Квадрат соответствует увеличению наружного диаметра на 0,8 мм, а треугольник — на 0,4 мм.

Поршни делятся по весу на три группы:
— Нормальные.
— Увеличенные на 5 г.
— Уменьшенные на 5 г.
Шатунно-поршневые группы одного двигателя ВАЗ не должны заметно отличаться по массе, чтобы при работе дисбаланс не приводил к вибрации и поломке двигателя. Равенство веса обеспечивают подбором поршней одной группы и шатунов одного класса. Для некоторых двигателей ВАЗ допускалась подгонка веса поршней или шатунов путем выборки металла в случаях, когда не удавалось найти детали одной весовой группы.
Когда допускается подгонка поршней, поршни одного двигателя не должны отличаться по массе более чем на 2,5 г. При подгонке массы съем металла должен ограничиваться указанными в таблице ниже пределами.
Параметры контроля массы поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

Контролируемые размеры при подгонке веса поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

Поршневой палец.
Поршневой палец всех двигателей ВАЗ, кроме ВАЗ-2110, 2111, 21213, 2130, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. У двигателей ВАЗ-2110, 2111, 21213, 2130 поршневой палец плавающего типа. То есть свободно вращается и в бобышках поршня, и во втулке шатуна. В отверстиях поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса, через 0,004 мм. Класс маркируется краской на торце пальца:
— Синяя метка — первый класс.
— Зеленая — второй класс.
— Красная — третий класс.
Перед сборкой шатунно-поршневой группы подбирают палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. Правильное сопряжение пальца с поршнем достигается, если поршневой палец входит в отверстие бобышки при нажатии большим пальцем руки и не выпадает. Если держать поршень с поршневым пальцем в вертикальном положении.
Проверка сопряжения пальца и поршня шатунно-поршневой группы двигателей ВАЗ.

Выпадающий из бобышки палец следует заменить пальцем следующей по размеру категории. Если был палец третьей категории, то приходится заменять и поршень, и палец.
Шатун.
Шатун обрабатывается вместе с крышкой нижней головки. Поэтому по отдельности они невзаимозаменяемые. Чтобы при сборке не перепутать крышки и шатуны, на них клеймят номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны быть одинаковыми, находиться с одной стороны шатуна и двигателя.
В верхнюю головку шатуна двигателей ВАЗ-2110, 2111, 21213, 2130 запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны делятся на три класса — через 0,004 мм, как и поршни. Номер класса наносится на верхнюю головку шатуна.
В этих двигателях ВАЗ равенство масс шатунно-поршневой группы одного двигателя регулируется путем выборки при необходимости металла из шатунов. По массе верхней и нижней головок шатуны подразделяются на классы. Маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Классы шатунов шатунно-поршневой группы двигателей ВАЗ по массе верхней и нижней головок.

Подгонять массу шатунов можно удалением металла с бобышек верхней и нижней головок. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна, следующие:
— На двигателях ВАЗ-2110 и 2111 — боковины верхней головки и бобышка крышки нижней головки.
— На двигателях ВАЗ-21213, 2130 — бобышка верхней головки и бобышка крышки нижней головки.
Контрольные зазоры шатунно-поршневой группы двигателей ВАЗ.

Сборка поршня с шатуном.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун до 240 градусов для расширения его головки. Для этого шатуны на 15 минут помещают в электропечь, заранее нагретую до 240 градусов, направляя верхние головки шатунов внутрь печи. Применяют также паяльные лампы и промышленные фены, дающие горячий воздух с температурой около 300 градусов. Они применяются для пайки пластмасс и т. п.
Запрессовывать нужно скорее. Так как после охлаждения шатуна нельзя изменить положение пальца. Палец следует заранее приготовить к сборке, надев его на валик приспособления, установив на конце этого валика направляющую и неплотно закрепив ее винтом. Чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун нужно быстро зажать в тисках и надеть на него поршень. Совместив отверстие под палец с отверстием верхней головки шатуна. Палец необходимо протолкнуть в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца.
После сборки шатуна с пальцем и поршнем следует проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления.
1. Зажать основание приспособления в тиски и установить на нем шатун с поршнем.
2. Опустить кронштейн индикатора, вставить в отверстие пальца резьбовой стержень. Продвинув его до упора головки стержня в торец пальца.
3. На конец стержня навернуть гайку и затянуть ее. Выбрав возможные зазоры.
4. Поднять кронштейн до горизонтального положения, закрепить его и установить штифт индикатора на головке стержня, вставленного в палец.
5. Установить индикатор на нулевую отметку.
6. Вставить в паз резьбового стержня упор, чтобы стержень не проворачивался.
7. Динамометрическим ключом приложить к гайке стержня усилие 12,7 Нм (1,3 кгсм), соответствующее осевой нагрузке 3,92 кН (400 кгс).
Испытание на выпрессовывание пальца на приспособлении А.95615 и проверка параллельности осей пальца и нижней головки шатуна.

Посадка пальца в шатуне верна, если после прекращения действия усилия и возвращения гайки в исходное положение стрелка индикатора вернется к нулю. В случае проскальзывания пальца в верхней головке шатуна необходимо заменить шатун новым.
Проверка параллельности осей шатунно-поршневой группы двигателей ВАЗ.
Следует проверить параллельность осей шатунно-поршневой группы специальным прибором. Для чего нижнюю головку шатуна без вкладышей центрировать на выдвижных ножах прибора, а на днище поршня установить калибр.
Щупом нужно проверить зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра в зависимости от того, чем он касается плиты — углом или верхним концом. Зазор не должен превышать 0,4 мм. Если зазор больше, шатун следует заменить. После охлаждения шатуна нужно смазать моторным маслом палец через отверстия в бобышках поршня.
Установка поршневых колец.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа, с выточкой по наружной поверхности, фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину-расширитель.
Форма поршневых колец шатунно-поршневой группы двигателей ВАЗ в поперечном сечении.

На кольцах ремонтных размеров ставится цифровая маркировка 40 или 80. Это соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. Зазор по высоте между канавками и кольцами проверяют, вставляя кольцо в соответствующую канавку. Предельно допустимые зазоры при износе — 0,15 мм.
Зазор в замке поршневых колец проверяют набором щупов. Вставляя кольца в калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском 0,003 мм, или в цилиндр. Зазор должен находиться в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, нужно запилить стыковые поверхности, а если повышенный — заменить кольца.
Измерение зазоров между кольцом и канавкой, и в замке.

После установки необходимо сместить поршневые кольца так, чтобы:
— Замок верхнего компрессионного кольца располагался под углом 30-45 градусов к оси поршневого пальца.
— Замок нижнего компрессионного кольца — под углом около 120 градусов к замку верхнего компрессионного кольца.
— А замок маслосъемного кольца — под углом 30-45 градусов к оси поршневого пальца между замками компрессионных колец.
Расположение замков поршневых колец на поршне.

Кольца можно надеть на поршень руками. Держа большие пальцы в разрезе кольца, а средние пальцы — с противоположной стороны. Верхнее компрессионное и маслосъемное кольца редко ломаются, а второе компрессионное кольцо довольно жесткое и ломается при разводе концов кольца более чем на 2 мм. Чтобы не сломать это кольцо, для его установки пользуются полосками из жести.
С мая 2013 года наш портал расширил тематические разделы форума по обмену опытом: добавлены подфорумы Американцы, Корейцы, Немцы, Французы, Японцы, в связи с увеличением автопарков наших посетителей.
Помимо изменения стиля, наш Чат, Почта, Развлекательные и фото/видео разделы, Литература стали встроенными и не трубеют отдельной регистрации. Кроме этого, есть и другие полезные и приятные новшевства с которыми Вы все можете ознакомиться при посещении портала.
С вопросами и предложениями можете обращаться к администрации в специальном разделе форума или через форму обратной связи.
![]()
Автор темы jorik, 7.2.2013, 0:12
Доброго времени суток. Сейчас для меня очень актуально решение вопросов, связанных именно с бронзовыми втулками поршневого пальца, запрессовываемыми в верхнюю головку шатуна.
Оговорюсь сразу - втулки нужно ставить на а/м ауди с турбодизельным 2.5 двигателем 132 киловатта. Но я не думаю что втулки на "высоко-форсированных" вазах должны отвечать меньшим требованиям чем на вышеуказанном двигателе.
Суть вопроса в следующем: из какой именно бронзы (маркировка) должны изготавливаться данные втулки? Поиск в гугле не привёл ни к каким результатам((( нашёл лишь общие требования ко всем втулкам любых автомобилей:
1) посадочный напряг втулки: 0,04 до - 0,02 мм
2) так же номинальный зазор между пальцем и втулкрвй: от 0,0045 до 0,0085
А собственно по материалу написано лишь "оловянистая бронза". Только есть одно НО: от процентного соотношения бронзы/олова в сплаве очень сильно изменяются свойства сплава. помимо этого в этом сплаве могу присутствовать дополнительные металлы, придающие определённые качества сплаву, но всё это оловянистые бронзы. У всех этих "бронз" разная маркировка и какая именно применяется для втулок я так и не узнал. Может кто сталкивался с подобным вопросом и знает?
P.S. Собственно как дошёл до втулок: решил заменить распредвалы (их четыре)+ рокера, компенсаторы, сальники клапанов, шлифовка головок и т.д. в ходе ремонта выяснилось что один клапан загнут (чего ощутимо не сказывалось на работе мотора т.к. там по 4 клапана на цилиндр, а цилиндров 6. Просто вывалился рокер. Потом выяснилось что треснут поршень. полез дальше-в итоге дошёл до того что поршня немного люфтят, а именно сам палец люфтит во втулке. ждать фтулки крайне долго. посему было решено купить болванку (благо стоит недорого) и отдать токарю. Вот дилема с маркировкой. хочется чтоб всё было правильно.
Классика: "автомобиль с
разгоном велосипеда, динамикой кирпича и
упровляемостью инвалидной коляски".
хочешь трахаться ночью - ЖЕНИСЬ
хочешь трахаться днём - ЗАВЕДИ ЛЮБОВНИЦУ
а хочешь трахаться и днём и ночью - КУПИ МАШИНУ!
Читайте также: