
Гост 7713 62 допуски и посадки
Обновлено: 04.07.2024
ГОСТ 7713-62 Допуски и посадки. Основные определения
Коды документа ГОСТ 7713-62:
Назначение ГОСТ 7713-62: Настоящий стандарт распространяется на гладкие цилиндрические соединения и плоские соединения с параллельными плоскостями и устанавливает основные определения для системы допусков и посадок
Поправки и изменения в документе:
Тип изменения: Текстовое изменение
Номер изменения: 2
Номер при регистрации: 386
Тип изменения: Текстовое изменение
Номер изменения: 3
Номер при регистрации: 3626
В данный момент версии документа не доступны для скачивания.
Вы можете загрузить Ваши документы и помочь другим пользователям, это займёт у Вас 1 минуту.
Все права защищены. 2016 ©
Для загрузки Вы можете выбрать один или несколько файлов форматов PDF, DOC, DOCX (MS Word), ODT (Open Office) ZIP или RAR. Максимальный размер одного файла - 10 Мб.
4. Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью.
15. Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягом (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора.
7. Допуском размера называется разность между наибольшим и наименьшим предельными размерами.
12. Зазором называется положительная разность между размерами отверстия и вала (размер отверстия больше размера вала).
14. Наибольшим и наименьшим зазором (или натягом) называются два предельных значения, между которыми должен находиться зазор (или натяг).
3. Номинальным размером называется основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений. Общий для отверстия и вала, составляющих соединение, номинальный размер называется номинальным размером соединения.
1. Под размером в системе допусков и посадок понимается в цилиндрических соединениях диаметр, в плоских - расстояние между параллельными плоскостями.
2. Номинальные размеры должны выбираться по ГОСТ 6636.
8. Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок (черт. 1б). Положительные отклонения откладываются вверх от нулевой линии, отрицательные - вниз.
21. Основными посадками называются посадки, образованные сочетаниями полей допусков валов или отверстий с полями допусков основных отверстий или основных валов одного и того же класса точности. Им присвоены наименования, приведенные в таблицах приложения 1. Комбинированными посадками называются посадки, образованные сочетаниями стандартизованных полей допусков отверстий и валов из разных классов точности и разных систем (т.е. системы отверстия и системы вала).
Примеры комбинированных посадок:
Допускается пользоваться любыми комбинированными посадками, в особенности образованными полями допусков предпочтительного применения.
- для размеров от 0,1 до 1 мм - классы 6 и 7 по ГОСТ 3047;
- для размеров от 1 до 500 мм - классы 7 - 9 по ОСТ 1010;
- для размеров св. 500 до 10000 мм - классы 7 - 11 по ГОСТ 2689.
6. Отклонением размера называется алгебраическая разность между размером и его номинальным значением. Отклонение является положительным, если размер больше номинального, и отрицательным, если размер меньше номинального.
9. Полем допуска называется интервал значений размеров, ограниченный предельными размерами; оно определяется величиной допуска и его расположением относительно номинального размера. На схеме поле допуска изображается зоной между линиями, соответствующими верхнему и нижнему предельным отклонениям.
Верхняя граница поля допуска соответствует наибольшему предельному размеру, нижняя граница - наименьшему предельному размеру.
10. Размеры поверхности считаются находящимися в поле допуска, если в поле допуска находятся как измеренные двухточечным методом размеры проверяемой детали в любом месте поверхности, так и размеры геометрически правильного прототипа сопрягаемой детали, плотно (без зазора и натяга) сопрягающегося с проверяемой деталью.
Случаи, когда допускаются отступления от этого правила, должны быть оговорены особо.
Примечание. Приведенное в п. 10 правило не предопределяет методику контроля.
11. Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
5. Предельными размерами называются два предельных значения размера, между которыми должен находиться действительный размер. Большее из них называется наибольшим предельным размером, меньшее - наименьшим предельным размером (черт. 1а).
Примечание. Предельными размерами ограничиваются действительные размеры годных деталей, полученные измерением с допустимой погрешностью. Случаи, когда предельными размерами должны ограничиваться действительные размеры с учетом погрешностей измерения, следует оговаривать особо.
17. Системой вала называется совокупность посадок, в которых предельные отклонения валов одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений отверстий (черт. 4). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным валом.
18. Взависимости от величины допусков отверстий и валов ряды допусков и посадок группируют по классам точности.
По стандартам посадки установлены в следующих классах точности (в порядке убывания точности):
- для размеров от 0,1 до 1 мм - 1; 2; 2а; 3; 3а; 4 и 5;
- для размеров от 1 до 500 мм - 07 (валы); 08; 09; 1; 2; 2а; 3; 3а; 4 и 5;
- для размеров св. 500 до 10000 мм - 2; 2а; 3; 3а; 4 и 5.
Ряды допусков, точнее предусмотренных посадками, установлены в следующих классах точности (в порядке убывания точности):
- для размеров от 0,1 до 1 мм по ГОСТ 3047-03; 04; 05; 06; 07; 08 и 09;
- для размеров от 1 до 500 мм по ГОСТ 11472-02; 03; 04; 05; 06 и 07.
Для размеров менее 0,1 мм по ГОСТ 8809 установлены ряды допусков в классах точности 08; 09; 1;2; 2а; 3; 3а; 4 и 5.
16. Системой отверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов (черт. 3). Во всех стандартных посадках системы отверстия нижнее отклонение отверстий равно нулю. Такое отверстие называется основным отверстием.
Полезное
Смотреть что такое "ГОСТ 7713-62: Допуски и посадки. Основные определения" в других словарях:
ГОСТ 7713-62 — Допуски и посадки. Основные определения. Взамен ГОСТ 7713 55 [br] НД чинний: від 1963 01 01 Зміни: (2 V 70); (3 IX 80) Технічний комітет: ТК 63 Мова: Ru Метод прийняття: Кількість сторінок: 10 Код НД згідно з ДК 004: 17.040.10 … Покажчик національних стандартів
ГОСТ 7713-62 — 14 с. (3) Допуски и посадки. Основные определения Взамен: ГОСТ 7713 55 Изменение №2/ИУС 5 1970 Изменение №3/ИУС 9 1980 раздел 17.040.10 … Указатель национальных стандартов 2013
7713 — ГОСТ 7713 < 62>Допуски и посадки. Основные определения. ОКС: 17.040.10 КГС: Г12 Допуски и посадки Взамен: ГОСТ 7713 55 Действие: С 01.01.63 Изменен: изм. 1, ИУС 5/70, 9/80 Примечание: переиздание 2004 в сб. Основные нормы взаимозаменяемости.… … Справочник ГОСТов
Допуском посадки — 15. Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягом (в посадках с натягом). В переходных посадках допуск посадки равен алгебраической разности между наибольшим … Словарь-справочник терминов нормативно-технической документации
17.040.10 — Допуски та посадки ГОСТ 2689 54 Допуски и посадки размеров свыше 500 до 10000 мм. Взамен ГОСТ 2689 44 ГОСТ 3047 66 Допуски и посадки размеров менее 1 мм. Взамен ГОСТ 3047 54 ГОСТ 7713 62 Допуски и посадки. Основные определения. Взамен ГОСТ 7713… … Покажчик національних стандартів
Системой вала — 17. Системой вала называется совокупность посадок, в которых предельные отклонения валов одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений… … Словарь-справочник терминов нормативно-технической документации
Основными посадками — 21. Основными посадками называются посадки, образованные сочетаниями полей допусков валов или отверстий с полями допусков основных отверстий или основных валов одного и того же класса точности. Им присвоены наименования, приведенные в таблицах… … Словарь-справочник терминов нормативно-технической документации
Номинальным размером — 3. Номинальным размером называется основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений. Общий для отверстия и вала, составляющих соединение, номинальный размер называется номинальным… … Словарь-справочник терминов нормативно-технической документации
Системой отверстия — 16. Системой отверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных… … Словарь-справочник терминов нормативно-технической документации
Действительным размером — 4. Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью. Источник: ГОСТ 7713 62: Допуски и посадки. Основные определения оригинал документа … Словарь-справочник терминов нормативно-технической документации
Для производства и обработки деталей и механизмов с заданными параметрами токарю приходится использовать разнообразные измерительные инструменты. Обычно для грубых замеров и проверки размеров изделий используют линейки, кронциркули и нутромеры. Для более точных измерений — штангенциркули, микрометры, калибры и т. д. Что представляет собой линейка, знает каждый, поэтому не будем на ней останавливаться.
Кронциркуль – это простой инструмент для измерений наружных величин обрабатываемых деталей. Он состоит из пары поворотных изогнутых ножек, закрепленных на одной оси. Еще существует пружинный вид кронциркуля, его выставляют на необходимый размер с помощью винта и гайки. Такой инструмент немного удобнее простого, т. к. сохраняет заданную величину.
Нутромер предназначен для снятия внутренних замеров. Бывает обычного и пружинного типа. Устройство этого инструмента схоже с кронциркулем. Точность приборов составляет 0,25 мм.
Штангенциркуль – это более точное приспособление. Им можно измерять как наружные, так и внутренние поверхности обрабатываемых деталей. Токарь при работе на токарном станке использует штангенциркуль для снятия замеров глубины выточки либо уступов. Этот измерительный инструмент состоит из штанги с делениями и губками и рамки со второй парой губок. С помощью винта рамка фиксируется на штанге в необходимом положении. Точность измерений составляет 0,02 мм.
Штангенглубиномер – этот прибор предназначен для замеров глубины канавок и выточек. Кроме того, инструмент позволяет определять правильное положение уступов по длине вала. Устройство данного приспособления сходно со штангенциркулем.
Микрометры применятся для точного определения диаметра, толщины и длины обрабатываемой детали. Они дают отсчет с точностью до 0,01 мм. Измеряемый объект располагается между микрометрическим винтом и неподвижной пяткой, регулировка осуществляется путем вращения барабана.
Нутромеры служат для проведения точных измерений внутренних поверхностей. Существуют постоянные и раздвижные приборы. Эти инструменты представляют собой стержни с измерительными шаровыми концами. Расстояние между ними соответствует диаметру определяемого отверстия. Пределы измерений для нутромера составляют 54-63 мм, при наличии дополнительной головки можно определять диаметры до 1500 мм.
Значение приспособлений для точности обработки
Для точности обработки деталей имеют большое значение приспособления широко применяемые в серийном и массовом производстве.
При пользовании приспособлением для обработки исключается необходимость в разметке деталей — операции дорогой, вносящей погрешности и зависящей от индивидуальных качеств разметчика.
Применение приспособлений обеспечивает точность обработки, и притом наиболее одинаковую для всех деталей, обрабатываемых с их помощью; благодаря этому в наибольшей степени обеспечивается соблюдение принципа взаимозаменяемости.
Помимо этого применение приспособлений, ускоряющих установку деталей и сокращающих время на измерение деталей, даёт возможность значительно сократить вспомогательное время, которое иногда достигает больших размеров и превышает основное время.
Для получения надлежащей точности размеров детали, обрабатываемой при помощи приспособления, необходимо, чтобы само приспособление было изготовлено весьма точно и чтобы нарастания погрешностей при обработке не происходило из-за неточности отдельных элементов приспособления.
В связи с этим необходимо при назначении допусков на размеры приспособлений давать такие пределы отклонений для размеров приспособлений, которые будут в два раза меньше соответственных пределов отклонений для обрабатываемой детали.
Необходимая точность обработки детали в таком случае будет обеспечена.
Системы расположения допусков
Величина допуска по отношению номинального размера может быть расположена по-разному.
Допуск может идти на увеличение или уменьшение номинального размера, т. е. идти в одну сторону от номинального размера (фиг. 22);
например, номинальный размер — 66 мм., наибольший предельный размер — 65,030 мм, наименьший предельный размер 66,000 мм, допуск 0,030 мм идёт в одну сторону от номинального размера.
Такая система расположения допусков называется несимметричной односторонней (так как допуск откладывается несимметрично по отношению номинального размера и в одну сторону от него).
В графическом изображении расположения допусков линия номинальных размеров называется нулевой линией.
Та же величина допуска может идти по обе стороны от номинального размера, причём она может быть расположена равными частями по обе стороны номинального размера (фиг. 23), или неравным (фиг.24);
в том же примере величина допуска 0,030 мм может быть расположена поровну от номинального размера — 66 мм, таким образом 0,015 мм идёт в сторону увеличения и 0,016 мм в сторону уменьшения номинального размера, т. е. наибольший предельный размер будет 65,015 мм и наименьший — 64,985 мм. Та же величина допуска 0,030 мм может быть расположена и не поровну от номинального размера — 65 мм — следующим образом:
0,020 мм идёт в сторону увеличения номинального размера, а 0,010 мм — в сторону уменьшения, т. е. наибольший предельный размер будет 65,020 мм и наименьший — 64,990 мм.
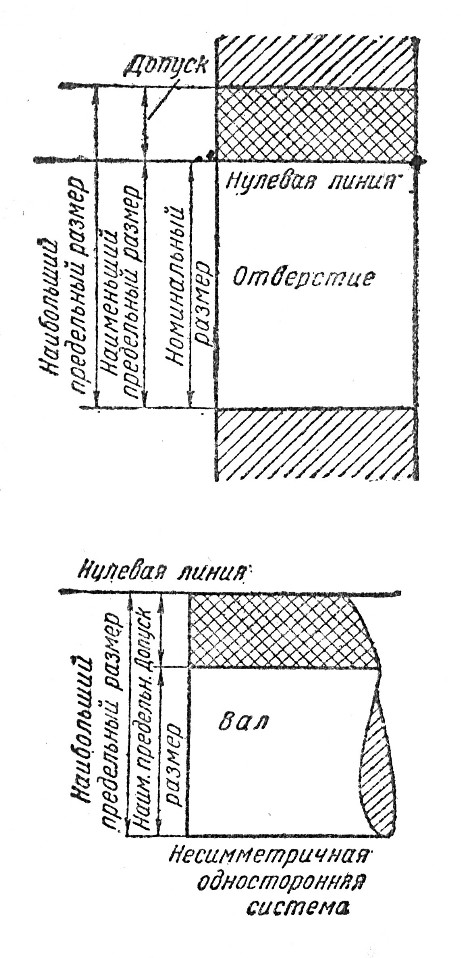
Фиг. 22. Несимметричная односторонняя система допусков.

Фиг. 23. Симметричная система допусков.

Фиг. 24. Несимметричная двусторонняя система допусков.
Если величина допуска располагается по обе стороны от номинального размера равными частями, то такая система расположения допусков называется симметричной системой; если же величина допуска располагается неравными частями по обе стороны от номинального размера, то такая система расположения допусков называется несимметричной двусторонней системой.
Различное расположение величины допуска не влияет на трудность работы; трудность выполнения размеров зависит не от расположения допуска по отношению номинального размера, а от абсолютной величины допуска.
Сопряжение деталей

Посадки и классы точности
Посадки принято разделять на неподвижные (горячая, прессовая, легкопрессовая, глухая, тугая, плотная, напряженная) и подвижные (скользящая, ходовая, движения, легкоходовая, широкоходовая). В машино- и приборостроении существуют определенные правила, которые регламентируют допуски и посадки. ГОСТ предусматривает определенные классы точности при изготовлении узлов с использованием заданных отклонений в размерах. Из практики известно, что детали дорожных и сельскохозяйственных машин без вреда для их функционирования могут быть изготовлены с меньшей точностью, чем для токарных станков, измерительных приборов, автомобилей. В связи с этим допуски и посадки в машиностроении имеют десять различных классов точности. Самые точные из них — это первые пять: 1, 2, 2а, 3, 3а; следующие два относятся к средней точности: 4 и 5; а три последних к грубым: 7, 8 и 9.
Классы точности
Для того чтобы иметь возможность производить обработку деталей одного и того же размера с различными допусками в зависимости от характера и назначения этих деталей, системы допусков составляют из нескольких классов точности обработки.
Классам точности придают названия и порядковый номер; номер возрастает по мере убывания степени точности.
Таким образом первый класс является самым точным (весьма точный, очень точный), второй класс служит для точных работ (точный), третий класс — для работ средней или обыкновенной точности (средний); для более грубых работ применяются классы точности 4, 5, 6, 7, 8, 9 в порядке убывания степеней точности. Число классов в разных системах допусков бывает различное. В нашей системе ОСТ — 9 классов точности, причём 6-й класс временно не установлен; в германской системе DIN — 4 класса точности.
Каждый класс охватывает несколько посадок; число посадок в низших классах обычно меньше, чем в высших, исходя из того, что точность большого количества градаций не имеет смысла.
Второй класс является основным и в него входят все посадки. Это особое значение данного класса отмечено тем, что условное обозначение его на чертежах не ставится.
Точность обработки по тому или другому классу достигается на различных станках и разными способами.
Полезный софт для расчета допусков.
Еще чуть не забыл. Если вам лень лазить по таблице и выбирать допуска, то вам поможет отличная программа для выполнения этой рутинной работы. Вот как она выглядит
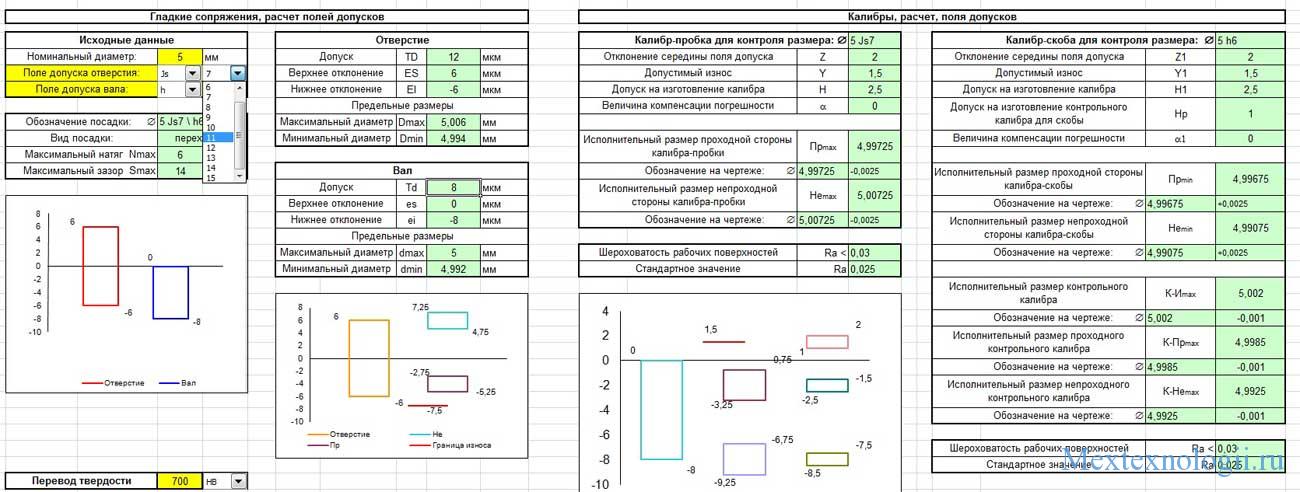
Самое интересное, что она написана в обычном файле программы Excel. И для получения результата необходимо лишь заполнить два поля обозначенных желтым цветом. Качайте программу с моего блога абсолютно бесплатно. От вас только требуется посмотреть данное видео . Заодно это будет вашим спасибо!
Посмотрите видео про таблицу допусков
Вот собственно и все посадки. О каждой из них мы поговорим в моей следующей статье про допуски и посадки, а пока на этом мы и закончим. Да кстати качество изображения на котором указана таблица допусков и посадок валов и отверстий в хорошем качестве так, что ее можно скачать абсолютно бесплатно нажав правую кнопку мыши и сохранить как…Качайте, печатайте и пользуйтесь :). А мне пора много дел.
С вам был Андрей ! Читайте мои статьи!
Допуски резьбы с зазором
Наиболее распространенными являются допуск и посадки с зазором. В таких соединениях номинальное значение среднего диаметра равно наибольшей средней величине резьбы гайки. Отклонения принято отсчитывать от линии профиля перпендикулярно оси резьбы. Это определено ГОСТом 16093-81. Допуски для диаметра резьбы гаек и болтов назначаются в зависимости от заданной степени точности (обозначается числом). Принят следующий ряд значений этого параметра: д1=4, 6, 8; д2=4, 6, 7, 8; Д1=4, 6, 7, 8; Д2=4, 5, 6, 7. Допуски для них не устанавливаются. Размещение полей диаметра резьбы относительно значения номинального профиля способствует определению основных отклонений: верхние для наружных значений болтов и нижние для внутренних величин гаек. Эти параметры напрямую зависят от точности и шага соединения.

Суммарные допуски формы и расположения
Каждый из этих параметров объединяет в себе оба допустимых отклонения. Они возникают в результате одновременного проявления изменения геометрической формы и появления неровности (шероховатости) обработанной поверхности. Поэтому используя математическую терминологию, говорят, что предел, к которому должна стремиться разница между эталоном и реальным изделием считается суммарным допуском формы и расположения. Характер изменений определяется методом сравнения с выбранными базовыми объектами. В качестве таких объектов выбирают проверенные конструкции или поверхностями, которые могут считаться эталонами, например, различные калибры.
Такие допуски делятся на следующие категории:
- Биений. К ним относятся: радиальное, торцевое, в заранее заданном направлении;
- Всей формы поверхности.

Каждый из этих категорий имеет свое обозначение. Допуск полного биения обозначается двумя наклонными стрелками в форме объединённых снизу векторов, направленных от левого нижнего угла в правый верхний. Сравнение форм производиться в результате совмещения обеих поверхностей.
Это поле имеет заданные геометрические размеры. Оно ориентировано относительно выбранной базы так, чтобы можно было проверить параллельность расположения. Примеры суммарного допуска обозначают, на сколько возможно изменение параметров, не приводящих к быстрому выходу из строя агрегата. Особенно это актуально для подвижных соединений
Примеры обозначений

Отличие допусков от квалитетов
Отличия все же есть. Допуски — это теоретические отклонения, поле погрешности в пределах которого нужно изготовить вал — отверстие, в зависимости от назначения, размера вала и отверстия. Квалитет же — это степень точности изготовления сопрягаемых поверхностей вал — отверстие, это фактические отклонения, зависящее от станка или метода доведения поверхности сопрягаемых деталей до конечной стадии.
Например. Нужно изготовить вал и посадочное место под него — отверстие с полем допуска H8 и h8 соответственно с учетом всех факторов, таких как диаметр вала и отверстия, условия работы, материал изделий. Диаметр вала и отверстия возьмем 21мм. При допуска H8 поле допуска 0 +33мкм и h8 + -33мкм. для того чтобы попасть в это поле допуска нужно выбрать квалитет или класс точности изготовления. Учтем что при изготовлении нап станке неравномерность изготовления детали может отклоняться как в положительную, так и в отрицательную сторону, поэтому с учетом поля допуска H8 и h8 был 33/2 = 16,5мкм. Данному значению соответствуют все квалитеты по 6 включительно. Следовательно выбираем станок и способ обработки такой, который позволяет добиться класса точности соответствующий 6 квалитету.
Система вала и отверстия
Допуск и посадки принято рассматривать в качестве двух систем: отверстия и вала. Первая из них характеризуется тем, что в ней все типы с одной степенью точности и класса относятся к одному номинальному диаметру. Отверстия имеют постоянные значения предельных отклонений. Разнообразие посадок в такой системе получается в результате изменения предельного отклонения вала.

Вторая из них характеризуется тем, что все типы с одной степенью точности и класса относятся к одному номинальному диаметру. Вал имеет постоянные значения предельных отклонений. Разнообразие посадок осуществляется в результате изменения значений предельных отклонений отверстий. На чертежах системы отверстий принято обозначать литерой А, а вала – литерой В. Возле буквы ставится знак класса точности.
Читайте также: