
Как выпрямить мебельный щит из сосны
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Клееный мебельный щит можно купить на строительном рынке или в специализированных магазинах пиломатериала.
Показан пример выгибания мебельного щита при усушке древесины в комнате при плюс 23 градусов. Древесина на щиты .
Как выпрямить кривую рейку, или кривой щит, или кривой брусок и т.п.? Есть очень простой, на сто процентов .
В этом видео я рассказываю о короблении древесины. На примере изготовления полок показан процесс врезания .
Всем привет! В этом видео, восстанавливаю гнилую потрескавшуюся столешницу, которую повело лодочкой и вертолётом.
Каждый кто работает с деревом знает, что древесина восприимчива к перепадам влажности. Тонкие мебельные щиты .
Часто спрашивают: мебельный щит = столешница или нет? В этом ролике я ответил на этот вопрос. Фрезы Arden, Rotis .
Склеил первый мебельный щит на самодельных (струбцинах) ваймах. В столярной мастерской эта операция не редкость, .
Вырезал столешню месяц назад, приклеил утолщение, положил на полати, под потолок. повело, пришлось выравнивать.
Видео о том, как стабилизировать мебельный щит, чтобы его не выгибало! Ранее я записывал уже ролик о стабилизации .

Мебельный щит – это универсальный материал, который широко применяется для выполнения внутренних отделочных работ, изготовления мебели, дверей, оконных рам, лестниц, доборов, откосов, подоконников и столешниц. Из него делают даже фальшбалки, которые не гнет и не ведет!
Однако даже щит с идеальными пропорциями может искривляться от резких перепадов сухости и влажности, от неправильной обработки и даже при покраске водными ЛКМ. Деформация портит вид дерева и сказывается на его эксплуатационных характеристиках.
Почему ведет мебельный щит?
Что ответить на вопрос, как правильно выпрямить мебельный щит необходимо понять, от чего его ведет. Древесина – живой материал, поэтому неблагоприятные факторы окружающей среды оказывают интенсивное влияние на геометрию изделия.
Основные причины появления искривлений:
- влияние условий микроклимата (сезонные перепады сухости и влажности);
- повышенный уровень влажности в помещении;
- чрезмерная близость источника тепла (например щит не зафиксирован и свисает над батареей);
- отсутствие защитного покрытия поверхности;
- неправильный выбор краски (например, от водных составов тонкий 20 щит ведет сразу же).
Огромную роль играет сорт древесины, из которой был изготовлен пиломатериал и особенности производства. Тонкие щиты из сосны и лиственницы очень уязвимы, если толщина 20 мм, то тут лучше выбрать кедровый мебельный щит, который не подвержен сильному искривлению. А если щит достаточно толстый, 40-50 мм, то тут опасаться нечего. Если его и поведет, то не критично.

Фото 1. Цельноламельный мебельный щит
Несколько советов о том, как выпрямить мебельный щит, если его повело?
Для этого потребуется рубанок или электрорубанок и качественная паркетошлифовальная машинка.
Если мебельный щит из сосны кривой на одном небольшом участке, можно воспользоваться обычным рубанком с достаточной длиной подошвы. Если ее размер будет слишком маленьким, вы рискуете получить дополнительные деформации в виде волнообразного рельефа.
Как выпрямить мебельный щит из сосны? Так же использовать механическое воздействие. При помощи рубанка снимается большинство небольших неровностей.

Фото 2. Мебельный щит из сосны

Фото 3. Лиственничный мебельный щит
В статьях по столярному делу встречается информация о том, как согнуть мебельный щит путем длительного механического воздействия. Такая методика может применяться для работы с тонкими древесными материалами, которые обладают повышенной эластичностью. В других случая эффект может быть не таким явным.
Справочник | Лесоматериалы | Деревянное строительство
Вы здесь
Технология гнутья столярной древесины
При изготовлении мебели не обойтись без криволинейных деталей. Получить их можно двумя способами — выпиливанием и гнутьем. Технологически, казалось бы, легче выпилить криволинейную деталь, чем отпаривать, гнуть а затем в течении определенного времени выдерживать ее до полной готовности. Но у выпиливания есть ряд негативных последствий.
Первое — существует большая вероятность перерезания волокон при работе с выкружной пилой (именно она применяется при такой технологии). Следствием перерезания волокон будет потеря прочности детали, и, как следствие, всего изделия в целом. Второе — технология выпиливания предполагает больший расход материала, чем технология гнутья. Это очевидно и комментариев не требуется. Третье — все криволинейные поверхности выпиленных деталей имеют торцовые и полуторцовые поверхности срезов. Это существенно влияет на условия дальнейшей их обработки и отделки.
Гнутье позволяет избежать всех этих недостатков. Конечно, гнутье предполагает наличие специального оборудования и приспособлений, а это не всегда возможно. Тем не менее, гнутье возможно и в домашней мастерской. Итак, какова же технология процесса гнутья?
Технологический процесс изготовления гнутых деталей включает в себя гидротермическую обработку, гнутье заготовок и их сушку после гнутья.
Гидротермической обработкой достигается улучшение пластических свойств древесины. Под пластичностью понимают свойства материала изменять свою форму без разрушения под действием внешних сил и сохранять ее после того, как действие сил будет устранено. Наилучшие пластические свойства древесина приобретает при влажности 25 — 30% и температуре в центре заготовки к моменту гнутья примерно 100°С.
Гидротермическую обработку древесины выполняют пропариванием в котлах насыщенным паром низкого давления 0,02 — 0,05 МПа при температуре 102 — 105°С.
Так как продолжительность пропаривания определяется временем достижения заданной температуры в центре пропариваемой заготовки, то время пропаривания увеличивается с увеличением толщины заготовки. Например, для пропаривания заготовки (с начальной влажностью 30% и начальной температурой 25°С) толщиной 25 мм с достижением температуры в центре заготовки 100°С необходим 1 ч., толщиной 35 мм — 1 ч.50 мин.
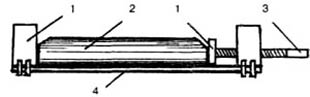 | 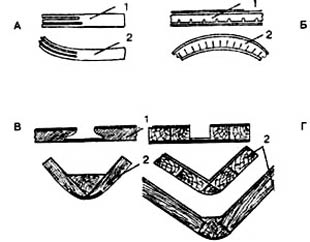 |
| Рис.1. Шина с упорами для гнутья заготовки: 1 — упоры; 2 — заготовка; 3 — винт; 4 — шина | Рис. 2. Гнутопропильные заготовки: А — с продольными пропилами на концах деталей; Б — с пропилами в плитах; В, Г — с пазами в плитах; 1— заготовки; 2 — готовые узлы |
При гнутье заготовку кладут на шину с упорами (рис.1), затем в механическом или гидравлическом прессе заготовку вместе с шиной изгибают на заданный контур, в прессах, как правило, изгибают одновременно несколько заготовок. По окончании гнутья концы шин стягивают стяжкой. Согнутые заготовки поступают на сушку вместе с шинами.
Сушат заготовки 6 — 8 ч. Во время сушки стабилизируется форма заготовок. После сушки заготовки освобождают от шаблонов и шин и выдерживают не менее 24 ч. После выдержки отклонение размеров гнутых заготовок от первоначальных обычно составляет ±3 мм. Далее заготовки обрабатывают.
Для гнутых заготовок применяются лущеный шпон, карбамидоформальдегидные смолы КФ-БЖ, КФ-Ж, КФ-МГ, М-70, древесностружечные плиты П-1 и П-2. Толщина заготовки может быть от 4 до 30 мм. Заготовки могут иметь самые разнообразные профили: уголковые, дугообразные, сферические, П-образные, трапециевидные и корытообразные (см. рис.2). Такие заготовки получаются путем одновременного сгиба и склеивания между собой смазанных клеем листов шпона, которые сформированы в пакеты (рис. 3). Такая технология позволяет получить изделия самых разнообразных архитектурных форм. К тому же изготовление гнутоклееных деталей из шпона экономически целесообразно из-за малого расхода лесоматериалов и сравнительно небольших трудозатрат.
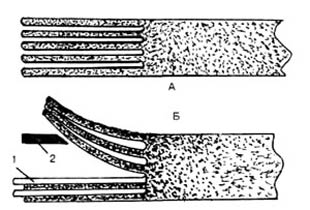 | 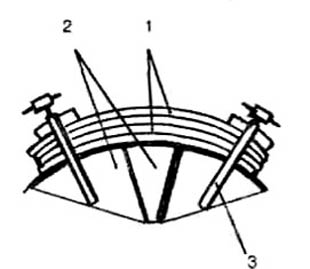 |
| Рис. 3. Гнутопропильные заготовки: А — заготовка с пропилами; Б — закладка шпона в пропилы; 1 — закладываемые полоски шпона; 2 — нож | Рис. 4. Фиксация на жестком шаблоне с помощью струбцин: 1 — склееные пласти; 2 —жесктий шаблон; 3 — струбцина |
Пласты делянок намазывают клеем, закладывают в шаблон и запрессовывают (рис. 4). После выдержки под пресом до полного схватывания клея узел сохраняет приданную ему форму. Гнутоклееные узлы изготовляют из шпона, из пластин лиственных и хвойных пород, из фанеры. В гнутоклееных элементах из шпона направление волокон в слоях шпона может быть как взаимно перпендикулярным, так и одинаковым. Изгиб шпона, при котором волокна древесины остаются прямолинейными, называется изгибом поперек волокон, а при котором волокна изгибаются — изгибом вдоль волокон.
При конструировании гнутоклееных узлов из шпона, несущих при эксплуатации значительные нагрузки (ножки стульев, корпусных изделий), наиболее рациональны конструкции с изгибом вдоль волокон во всех слоях. Жесткость таких узлов значительно выше, чем узлов с взаимно перпендикулярным направлением волокон древесины. Со взаимно перпендикулярным направлением волокон шпона в слоях конструируют гнутоклееные узлы толщиной до 10 мм, не несущие больших нагрузок при эксплуатации (стенки ящиков и т. п.). В этом случае они меньше подвержены формоизменяемости. Наружный слой таких узлов должен иметь долевое направление волокон (изгиб вдоль волокон), так как при изгибе поперек волокон в местах изгиба появляются мелкие долевые трещины, которые исключают хорошую отделку изделия.
Допустимые (радиусы кривизны гнутоклееных элементов из шпона зависят от следующих конструктивных параметров: толщины шпона, количества слоев шпона в пакете, конструкции пакета, угла изгиба заготовки, конструкции пресс-формы.
При изготовлении гнутопрофильных узлов с продольными пропилами необходимо учитывать зависимость толщины изгибаемых элементов от породы древесины и толщины изгибаемой детали.
В таблицах оставшиеся после пропилов элементы названы крайними, остальные — промежуточными. Минимальное расстояние между пропилами, которое можно получить, составляет около 1,5 мм.
Как гнуть дерево для мебели?
Подпишитесь на нашу рассылку!
Как изготовить из фанеры гнутую деталь.
- размер шрифта уменьшить размер шрифта увеличить размер шрифта
- Печать
- Эл. почта
- Станьте первым комментатором!
Начнем с простого.

Как видим, все детали кресла являются плоскими, но кресло в целом не имеет ни одной плоскости. Подробнее о этом проекте можно почитать тут

Тут детский фанерный стул имеет плавные формы, но все так же состоит из абсолютно плоских деталей.
Дальнейшее развитие этого же способа – состыковать вырезанные определенным образом плоские детали для получения криволинейных объемных форм. Таким образом сконструирован вот этот фанерный стул:


Но не нужно относить к такому способу изготовления криволинейных фанерных поверхностей как к очень простому и примитивному. Дальнейшее развитие способа – склейка фанерных деталей в один сплошной массив и вырезание из него необходимой формы.
Из вот такой склейки плоских фанерных деталей
 |  |
|---|
В результате выходит вот такое фанерное кресло качалка
 |  |
|---|
По этой ссылке есть подробные чертежи и описание изготовления такого фанерного кресла.
Вот такой, казалось бы, простой способ.
Идея хорошо показана в этом видео – Описание процесса получения гнуто-клееных деталей из фанеры
Тут очень важно сделать качественную матрицу, по которой будет склеиваться шпон в фанеру.
Для упрощения процесса изготовления матрицы придуман вот такой девайс.
Примеры применения этого способа:
а)Фанерный стул

Основная деталь этого стула получена в результате склейки шпона в фанеру вот в такой матрице

б) Фанерное кресло
Все детали этого кресла получены путем склейки шпона в фанеру на специальных матрицах

в) Все детали и этого кресла

сделаны не из листовой фанеры, а из фанеры, полученной самостоятельно склеиванием шпона в матрицах.

Подробнее об этом фанерном кресле – тут
Можно еще долго перечислять примеры применения этого способа. Перейдем к следующему способу.
Третий способ получения гнутых фанерных поверхностей – сквозные пропилы в фанере, которые придают ей гибкость и в то же время не лишают необходимого уровня прочности.
Сиденье и спинка вот этого фанерного кресла сделаны из обычной ламинированной листовой фанеры.

Подробнее об это фанерном кресле – тут
Или вот еще пример – опять же фанерное кресло качалка.

Подробнее о кресле качалке тут
Четвертый способ получения гнутых фанерных деталей – не сквозные пропилы.
Суть способа хорошо показана на этом видео
Определенное количество параллельных несквозных пропилов на одной из сторон фанерного листа позволит этот лист согнуть по определённому радиусу. Применяется не только к фанере, а и к дереву, МДФ и ДСП.
Пример использования данного способа на практике
Фанерное кресло.


Сделано с помощью станка с ЧПУ из листовой фанеры. Подробнее можно глянуть тут . Есть хорошее видео иллюстрирующее процесс изготовления фанерного кресла.
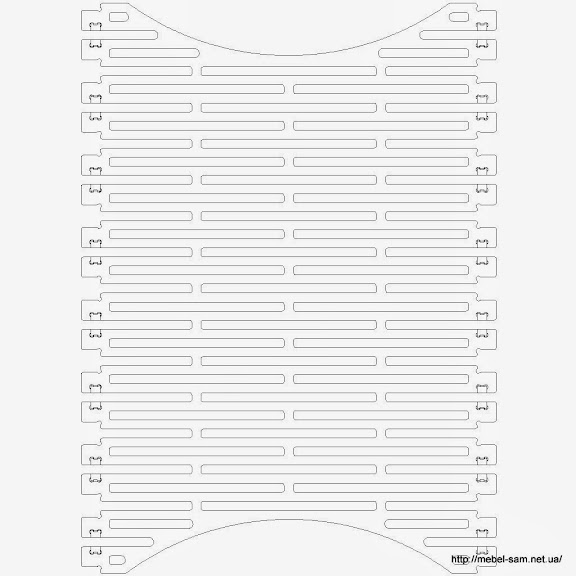
Еще один пример – детская лошадка качалка.
В отличии от кресла, в данном случае, для усиления конструкции, пазы залиты клеем.
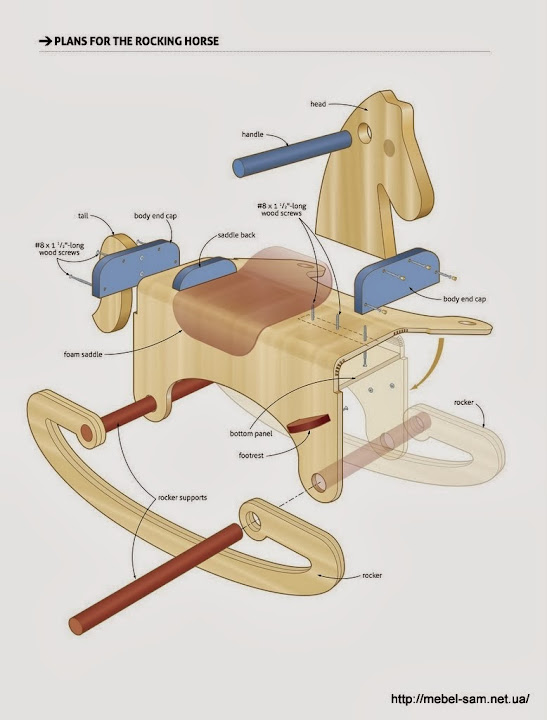
Ссылка на описание процесса изготовления
Хочу рассказать вам своем неудачном опыте, почему так получилось и как этого избежать…
Делал я как то себе подоконники. А перед этим насмотрелся ютуба (иногда это идет во вред).
По сути, подоконник — это мебельный щит спереди которого Г-образное утолщение. Его я и начал делать.
Заодно решил опробовать набор фрез шип-паз, приобретенный накануне на Алишке.

Нарезал досок с запасом по длине, прогнал их на столе, не сильно заморачиваясь по текстуре (наследие работы с ЛДСП и МДФ — все не могу искоренить)
Промазал торцы клеем и зажал в струбцинах. В общем получил более менее ровный щит, прогнал его через рейсмус,


затем профрезеровал паз под свес, в который этот свес и вклеил…
А вот потом я начал творить дичь (это я сейчас понимаю).

Для жесткости я решил вклеить перпендикулярные ламельки. Нарезал их на циркулярке, профрезеровал пазы и вклеил в них получившиеся поперечины.



Жесткость была восстановлена. Получились ровные жесткие подоконнички. Я порадовался и пошел домой.
Буквально на следующее утро их уже повело дугой.
На следующий день деформация усилилась, так что я понял, что все потеряно, поинтересовался у профессионалов, где я напортачил и все переделал.
А теперь разберем допущенные ошибки.
Начнем с классических, относящихся к склейке щитов.
1. слишком широкие делянки (отношение толщины к ширине должно быть от 1,5 до 2,5 толщины щита.
2. неправильное расположение текстуры. Должно быть вот так.



3. Ну и, наконец, сами поперечины. Они многократно ускорили процесс деформации вместо того, чтобы его остановить. Самая главная ошибка — это их вклеивание.
Усыхая, щит начал стягиваться, а т.к. внутренняя сторона оказалась зафиксированой, то стягивалась только внешняя. Что и привело к деформации.

После того как усушка наружного слоя превысит предел прочности древесины (тангенс усыхает больше ) на наружной стороне делянка растрескается.
Что и показала практика (ради интереса эти экспонаты были оставлены — посмотреть что дальше будет)…

В общем, учитесь на чужих ошибках! Всего хорошего!
Мебельный щит – это универсальный материал, который широко применяется для выполнения внутренних отделочных работ, изготовления мебели, дверей, оконных рам, лестниц, доборов, откосов, подоконников и столешниц. Из него делают даже фальшбалки, которые не гнет и не ведет!
Однако даже щит с идеальными пропорциями может искривляться от резких перепадов сухости и влажности, от неправильной обработки и даже при покраске водными ЛКМ. Деформация портит вид дерева и сказывается на его эксплуатационных характеристиках.
Почему ведет мебельный щит?
Что ответить на вопрос, как правильно выпрямить мебельный щит необходимо понять, от чего его ведет. Древесина – живой материал, поэтому неблагоприятные факторы окружающей среды оказывают интенсивное влияние на геометрию изделия.
Основные причины появления искривлений:
- влияние условий микроклимата (сезонные перепады сухости и влажности);
- повышенный уровень влажности в помещении;
- чрезмерная близость источника тепла (например щит не зафиксирован и свисает над батареей);
- отсутствие защитного покрытия поверхности;
- неправильный выбор краски (например, от водных составов тонкий 20 щит ведет сразу же).
Огромную роль играет сорт древесины, из которой был изготовлен пиломатериал и особенности производства. Тонкие щиты из сосны и лиственницы очень уязвимы, если толщина 20 мм, то тут лучше выбрать кедровый мебельный щит, который не подвержен сильному искривлению. А если щит достаточно толстый, 40-50 мм, то тут опасаться нечего. Если его и поведет, то не критично.
Фото 1. Цельноламельный мебельный щит
Несколько советов о том, как выпрямить мебельный щит, если его повело?
Для этого потребуется рубанок или электрорубанок и качественная паркетошлифовальная машинка.
Если мебельный щит из сосны кривой на одном небольшом участке, можно воспользоваться обычным рубанком с достаточной длиной подошвы. Если ее размер будет слишком маленьким, вы рискуете получить дополнительные деформации в виде волнообразного рельефа.
Как выпрямить мебельный щит из сосны? Так же использовать механическое воздействие. При помощи рубанка снимается большинство небольших неровностей.
Фото 2. Мебельный щит из сосны
Фото 3. Лиственничный мебельный щит
В статьях по столярному делу встречается информация о том, как согнуть мебельный щит путем длительного механического воздействия. Такая методика может применяться для работы с тонкими древесными материалами, которые обладают повышенной эластичностью. В других случая эффект может быть не таким явным.
Справочник | Лесоматериалы | Деревянное строительство
Вы здесь
Технология гнутья столярной древесины
При изготовлении мебели не обойтись без криволинейных деталей. Получить их можно двумя способами — выпиливанием и гнутьем. Технологически, казалось бы, легче выпилить криволинейную деталь, чем отпаривать, гнуть а затем в течении определенного времени выдерживать ее до полной готовности. Но у выпиливания есть ряд негативных последствий.
Первое — существует большая вероятность перерезания волокон при работе с выкружной пилой (именно она применяется при такой технологии). Следствием перерезания волокон будет потеря прочности детали, и, как следствие, всего изделия в целом. Второе — технология выпиливания предполагает больший расход материала, чем технология гнутья. Это очевидно и комментариев не требуется. Третье — все криволинейные поверхности выпиленных деталей имеют торцовые и полуторцовые поверхности срезов. Это существенно влияет на условия дальнейшей их обработки и отделки.
Гнутье позволяет избежать всех этих недостатков. Конечно, гнутье предполагает наличие специального оборудования и приспособлений, а это не всегда возможно. Тем не менее, гнутье возможно и в домашней мастерской. Итак, какова же технология процесса гнутья?
Технологический процесс изготовления гнутых деталей включает в себя гидротермическую обработку, гнутье заготовок и их сушку после гнутья.
Гидротермической обработкой достигается улучшение пластических свойств древесины. Под пластичностью понимают свойства материала изменять свою форму без разрушения под действием внешних сил и сохранять ее после того, как действие сил будет устранено. Наилучшие пластические свойства древесина приобретает при влажности 25 — 30% и температуре в центре заготовки к моменту гнутья примерно 100°С.
Гидротермическую обработку древесины выполняют пропариванием в котлах насыщенным паром низкого давления 0,02 — 0,05 МПа при температуре 102 — 105°С.
Так как продолжительность пропаривания определяется временем достижения заданной температуры в центре пропариваемой заготовки, то время пропаривания увеличивается с увеличением толщины заготовки. Например, для пропаривания заготовки (с начальной влажностью 30% и начальной температурой 25°С) толщиной 25 мм с достижением температуры в центре заготовки 100°С необходим 1 ч., толщиной 35 мм — 1 ч.50 мин.
| |
| Рис.1. Шина с упорами для гнутья заготовки: 1 — упоры; 2 — заготовка; 3 — винт; 4 — шина | Рис. 2. Гнутопропильные заготовки: А — с продольными пропилами на концах деталей; Б — с пропилами в плитах; В, Г — с пазами в плитах; 1— заготовки; 2 — готовые узлы |
При гнутье заготовку кладут на шину с упорами (рис.1), затем в механическом или гидравлическом прессе заготовку вместе с шиной изгибают на заданный контур, в прессах, как правило, изгибают одновременно несколько заготовок. По окончании гнутья концы шин стягивают стяжкой. Согнутые заготовки поступают на сушку вместе с шинами.
Сушат заготовки 6 — 8 ч. Во время сушки стабилизируется форма заготовок. После сушки заготовки освобождают от шаблонов и шин и выдерживают не менее 24 ч. После выдержки отклонение размеров гнутых заготовок от первоначальных обычно составляет ±3 мм. Далее заготовки обрабатывают.
Для гнутых заготовок применяются лущеный шпон, карбамидоформальдегидные смолы КФ-БЖ, КФ-Ж, КФ-МГ, М-70, древесностружечные плиты П-1 и П-2. Толщина заготовки может быть от 4 до 30 мм. Заготовки могут иметь самые разнообразные профили: уголковые, дугообразные, сферические, П-образные, трапециевидные и корытообразные (см. рис.2). Такие заготовки получаются путем одновременного сгиба и склеивания между собой смазанных клеем листов шпона, которые сформированы в пакеты (рис. 3). Такая технология позволяет получить изделия самых разнообразных архитектурных форм. К тому же изготовление гнутоклееных деталей из шпона экономически целесообразно из-за малого расхода лесоматериалов и сравнительно небольших трудозатрат.
| |
| Рис. 3. Гнутопропильные заготовки: А — заготовка с пропилами; Б — закладка шпона в пропилы; 1 — закладываемые полоски шпона; 2 — нож | Рис. 4. Фиксация на жестком шаблоне с помощью струбцин: 1 — склееные пласти; 2 —жесктий шаблон; 3 — струбцина |
Пласты делянок намазывают клеем, закладывают в шаблон и запрессовывают (рис. 4). После выдержки под пресом до полного схватывания клея узел сохраняет приданную ему форму. Гнутоклееные узлы изготовляют из шпона, из пластин лиственных и хвойных пород, из фанеры. В гнутоклееных элементах из шпона направление волокон в слоях шпона может быть как взаимно перпендикулярным, так и одинаковым. Изгиб шпона, при котором волокна древесины остаются прямолинейными, называется изгибом поперек волокон, а при котором волокна изгибаются — изгибом вдоль волокон.
При конструировании гнутоклееных узлов из шпона, несущих при эксплуатации значительные нагрузки (ножки стульев, корпусных изделий), наиболее рациональны конструкции с изгибом вдоль волокон во всех слоях. Жесткость таких узлов значительно выше, чем узлов с взаимно перпендикулярным направлением волокон древесины. Со взаимно перпендикулярным направлением волокон шпона в слоях конструируют гнутоклееные узлы толщиной до 10 мм, не несущие больших нагрузок при эксплуатации (стенки ящиков и т. п.). В этом случае они меньше подвержены формоизменяемости. Наружный слой таких узлов должен иметь долевое направление волокон (изгиб вдоль волокон), так как при изгибе поперек волокон в местах изгиба появляются мелкие долевые трещины, которые исключают хорошую отделку изделия.
Допустимые (радиусы кривизны гнутоклееных элементов из шпона зависят от следующих конструктивных параметров: толщины шпона, количества слоев шпона в пакете, конструкции пакета, угла изгиба заготовки, конструкции пресс-формы.
При изготовлении гнутопрофильных узлов с продольными пропилами необходимо учитывать зависимость толщины изгибаемых элементов от породы древесины и толщины изгибаемой детали.
В таблицах оставшиеся после пропилов элементы названы крайними, остальные — промежуточными. Минимальное расстояние между пропилами, которое можно получить, составляет около 1,5 мм.
Как гнуть дерево для мебели?
Подпишитесь на нашу рассылку!
Как изготовить из фанеры гнутую деталь.
- размер шрифта уменьшить размер шрифта увеличить размер шрифта
- Печать
- Эл. почта
- Станьте первым комментатором!
Начнем с простого.
Как видим, все детали кресла являются плоскими, но кресло в целом не имеет ни одной плоскости. Подробнее о этом проекте можно почитать тут
Тут детский фанерный стул имеет плавные формы, но все так же состоит из абсолютно плоских деталей.
Дальнейшее развитие этого же способа – состыковать вырезанные определенным образом плоские детали для получения криволинейных объемных форм. Таким образом сконструирован вот этот фанерный стул:
Но не нужно относить к такому способу изготовления криволинейных фанерных поверхностей как к очень простому и примитивному. Дальнейшее развитие способа – склейка фанерных деталей в один сплошной массив и вырезание из него необходимой формы.
Из вот такой склейки плоских фанерных деталей
| |
|---|
В результате выходит вот такое фанерное кресло качалка
| |
|---|
По этой ссылке есть подробные чертежи и описание изготовления такого фанерного кресла.
Вот такой, казалось бы, простой способ.
Идея хорошо показана в этом видео – Описание процесса получения гнуто-клееных деталей из фанеры
Тут очень важно сделать качественную матрицу, по которой будет склеиваться шпон в фанеру.
Для упрощения процесса изготовления матрицы придуман вот такой девайс.
Примеры применения этого способа:
а)Фанерный стул
Основная деталь этого стула получена в результате склейки шпона в фанеру вот в такой матрице
б) Фанерное кресло
Все детали этого кресла получены путем склейки шпона в фанеру на специальных матрицах
в) Все детали и этого кресла
сделаны не из листовой фанеры, а из фанеры, полученной самостоятельно склеиванием шпона в матрицах.
Подробнее об этом фанерном кресле – тут
Можно еще долго перечислять примеры применения этого способа. Перейдем к следующему способу.
Третий способ получения гнутых фанерных поверхностей – сквозные пропилы в фанере, которые придают ей гибкость и в то же время не лишают необходимого уровня прочности.
Сиденье и спинка вот этого фанерного кресла сделаны из обычной ламинированной листовой фанеры.
Подробнее об это фанерном кресле – тут
Или вот еще пример – опять же фанерное кресло качалка.
Подробнее о кресле качалке тут
Четвертый способ получения гнутых фанерных деталей – не сквозные пропилы.
Суть способа хорошо показана на этом видео
Определенное количество параллельных несквозных пропилов на одной из сторон фанерного листа позволит этот лист согнуть по определённому радиусу. Применяется не только к фанере, а и к дереву, МДФ и ДСП.
Пример использования данного способа на практике
Фанерное кресло.
Сделано с помощью станка с ЧПУ из листовой фанеры. Подробнее можно глянуть тут . Есть хорошее видео иллюстрирующее процесс изготовления фанерного кресла.
Еще один пример – детская лошадка качалка.
В отличии от кресла, в данном случае, для усиления конструкции, пазы залиты клеем.
Ссылка на описание процесса изготовления
Читайте также: