
Технология производства алюминиевого листа
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Алюминий — это металл серебристо-белого цвета, который отличается высоким уровнем устойчивости к воздействию коррозии, низкой плотностью, превосходной пластичностью и электропроводностью. Антикоррозийная защита материала обуславливается образованием особой пленки при контакте с воздухом. Именно она предотвращает появление ржавчины на изделиях из алюминия.
Этот металл нейтрален при взаимодействии с питательными продуктами. Также он характеризуется высокой стойкостью к большей части органических кислот. Помимо этого, он прекрасно подвергается обработке давлением, что позволяет делать из алюминия самые разные конструкции. Для того чтобы наделить металл уникальными свойствами, его нередко легируют (сплавляют с другим металлом):
- медью;
- марганцем;
- цинком;
- магнием;
- кремнием.
Виды сплавов
Сплавы алюминия делятся на литейные и деформируемые. Химический состав деформируемого вида (а горячекатаные листы относятся именно к нему) определяется ГОСТами 4784−97 и 1131. По виду упрочнения данные сплавы подразделяются на упрочняемые высоким давлением и термоупрочняемые. Но зачастую специалисты классифицируют материал иначе, основываясь на его характеристиках. Сплавы термоупрочняемые бывают:
- высокого уровня прочности: В95 и В93;
- жаростойкими: 1201, Д20, АК-4 и АК-4−1;
- среднепрочными и высокопластичными: АД-35 (авиали), АД-31 и АД-33;
- стандартной прочности: 1915 и 1925;
- дюрали: Д-18, Д-1 и Д-16;
- ковочными: АК-6 и АК-8.
К нетермоупрочняемым алюминиевым сплавам относятся следующие:
- магналии (среднепрочные высокопластичные): АМг-6, АМг-1, АМг-2 и др.;
- низкопрочные высокопластичные: АМц и Д-12, АДО и АД-1.
Алюминий и его сплавы. Особенности обработки
Алюминий – мягкий и пластичный металл, который, в общем случае, хорошо поддается механической обработке (фрезерованию, сверлению, гравированию). Режимы резания при этом могут быть намного выше, чем при обработке, например, конструкционных сталей. С одной стороны, это обусловлено меньшими нагрузками при снятии стружки, с другой — высоким коэффициентом теплопроводности алюминия, благодаря которому тепло из зоны резания хорошо отводится вместе со стружкой, не вызывая перегрева инструмента.
Иногда при обработке алюминия можно столкнуться и с негативными эффектами. Первый – высокая вязкость некоторых сплавов. В этом случае существует тенденция к формированию длинной стружки, которая наматывается на инструмент и забивает канавки, что приводит к поломке гравировальной фрезы или сверла. Поэтому, как правило, на инструменте для обработки сплавов алюминия делают большие стружечные канавки для облегченного схода стружки, хотя это и ограничивает максимальное количество зубьев на фрезе двумя либо тремя.
Второй негативный эффект – наростообразование. Это явление, при котором происходит точечная наплавка обрабатываемого материала на режущую кромку инструмента в зоне резания. Следствием этого является притупление режущего клина и увеличение нагрузки на инструмент, а так же затрудненный сход стружки из-за ухудшения шероховатости передней поверхности инструмента. Производители инструмента борются с этим явлением, повышая гладкость передней поверхности (например, за счет дополнительной полировки или нанесения ультрагладкого покрытия), а также задавая определенные значения переднего и заднего углов режущего клина.
При наплавке материала, происходит забивание канавки, что ведет к дисбалансу инструмента. При затуплении режущей кромки, происходит перегрев инструмента, что может привезти к заклиниванию и как следствие, к поломке дорогостоящего инструмента. На степень и глубину наплавки материала, влияют режимы резания, геометрия режущего инструмента, степень его затупления, т.е. все факторы, определяющие протекание пластической деформации в зоне резания.
Увеличение скорости резания способствует уменьшения глубины и степени наплавки, а подачи и глубины резания – к их увеличению!
Для устранения негативных эффектов при обработке алюминиевых сплавов рекомендуется использовать специальные серии твердосплавного инструмента.
Для механической обработки на фрезерных и токарных станках, чаще всего используют марки дюрали Д16 либо Д16Т (Д16ТН).
Д16Т лучше всего подходит для механической обработки на фрезерных и токарных станках. Благодаря термообработке, данный материал имеет более хрупкую структуру, что положительно влияет на режимы его резания.
При фрезеровании Д16Т, лучше всего использовать непрерывную подачу СОЖ либо систему охлаждение инструмента масляным туманом. При операциях с небольшими съемами за проход, Д16Т можно обрабатывать “на сухую”, либо периодически опрыскивая вручную зону резания. Сплав Д16, так же удобен для механической обработки. Его сопротивление среза не превышает 15 кг/мм2. Основным отличием данного сплава, относительно термообработанного Д16Т, является чуть более высокий параметр вязкости. При не корректных режимах резания, либо при не правильно подобранном инструменте, может происходить наматывание стружки на инструмент. При обработке Д16, используют непрерывную подачу СОЖ в зону резания. Инструмент – максимально остро заточенный.
Самым сложным для фрезерной и токарной обработки является чистый алюминий и его сплав с магнием (АМГ). Данные сплавы имеют удовлетворительную прочность, хорошую пластичность и высокую коррозийную стойкость. С ростом содержания магния, существенно увеличивается прочность АМГ. Из всех сплавов алюминия, данный сплав является самым вязким. При обработке АМГ на фрезерных станках с ЧПУ либо на токарных станках с ЧПУ, оператор может сталкиваться с проблемой забивания канавок инструмента стружкой. Для обработки АМГ необходимо более тщательно подбирать режимы резания: подачи и скорость вращения. Обязательно использование непрерывной подачи СОЖ в зону реза и специального, максимального остро заточенного и полированного инструмента. Соблюдая эти правила, можно обрабатывать АМГ без опасности для инструмента и получать необходимую шероховатость. Остальные сплавы алюминия, не так распространены при механической обработке на Токарных и фрезерных станках с ЧПУ.



Разновидности изделий и ГОСТ
Сегодня производство алюминиевых листов регламентируется ГОСТом 21631−76. Изделия могут иметь разное предназначение, потому они делятся на несколько типов:
- Кислостойкие. Часто используются для изготовления сварочных емкостей и топливных баков, что обуславливается высокой антикоррозийной стойкостью и отличной обработкой. Производится продукция из сплавов с марками АМг, которые подвергаются легированию магнием и марганцем. Такие изделия также нередко используются при производстве радиаторов, рамных конструкций и заклепок.
- Технические: отличный материал для изоляции и отделки. Применение технического алюминия позволяет сэкономить благодаря небольшому весу листов из него и хорошей гибкости.
- Перфорированные с гладкой поверхностью: используются для усиления углов гипсокартонных конструкции, решеток воздухоотводов и декоративных элементов. Изделия перфорированного типа могут обладать отверстиями разной формы, которые создаются с помощью специального прессовального оборудования.
- Пищевые: для таких листов применяются нагартованные и отожженные сплавы. Эти изделия имеют высокую степень гигиеничности, так как в их составе нет никаких легирующих компонентов и примесей.
Механическая обработка алюминиевых профилей
Алюминиевые профили обладают многими преимуществами уже потому, что они изготовлены из алюминиевых сплавов. Кроме того, алюминиевые профили легко поддаются различным видам механической обработки. Обычно инструменты для обработки алюминиевых сплавов более дешевые, чем, например, для стали, а скорость обработки алюминия выше, чем стали и многих других материалов.
Важным свойством алюминиевых профилей является то, что они могут иметь сложные поперечные сечения для выполнения самых различных функций. Поэтому они требуют только минимальной обработки и тем самым дают экономию на механической обработке по сравнению с другими материалами.
Механическую обработку алюминиевых профилей выполняют как до, так и после нанесения на них защитно-декоративных покрытий. Это зависит от технических требований, которые предъявляются к готовым изделиям или деталям.
Анодированная и гофрированная продукция
Отдельно следует выделить гофрированный листовой алюминий, который применяется для устройства долговечной и качественной кровли. Преимущества таких изделий налицо:
- небольшая масса листов позволяет осуществлять реконструкцию старых сооружений, так как они не во всех случая могут выдерживать значительные нагрузки;
- возможность применения профилированных листов для крыш обыкновенных домов и многоэтажек;
- высокий уровень гибкости позволяет работать с кровлями, которые имеют даже очень сложный дизайн;
- легкий монтаж позволяет выполнить его даже новичкам.
Сегодня в продаже можно встретить и анодированную продукцию, которая может иметь зеркальную или матовую поверхность. Она применяется для создания оконных жалюзи, бытового оборудования, осветительных устройств, декоративных деталей и солнечных батарей.
Анодирование представляет собой электрохимический процесс, в результате которого на поверхности металла формируется специальная пленка с защитными свойствами.
Способы полировки алюминия
Для полирования алюминия используется несколько методов. Некоторые из них возможно использовать самостоятельно в домашних условиях. Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Химический метод
Химический метод состоит из нескольких стадий. Это обработка специальным составом, промывка и повторная обработка, снова промывка и полирование.
- Вначале проходит травление металла в серной кислоте (50%).
- Затем его промывают обыкновенной водой.
- Затем применяют азотную кислоту (30%) и снова промывают.
- В самом конце алюминий проходит через состав из фосфорной кислоты, азотной кислоты, серной кислоты, меди и воды в течение 60-120 секунд при температуре 80-90 градусов по Цельсию.
В крайних случаях изделия проходят стадию анодирования. Весь процесс занимает немного времени и помогает добиться зеркальной поверхности, гладкости. Но, существуют и ограничения. Подобный эффект не удается получить при использовании чистоты в 99,5% и менее. Специалисты, работающие многие годы с данным металлом так и не смогли найти выход из этой ситуации.
Использование электрополировки
При обработке такого вида металла для получения желаемого результата следует провести предварительный осмотр изделия, устранить все недостатки перед работой – риски, забоины, раковины, так как в дальнейшем избавиться от них будет невозможно. Наилучшего результата можно достигнуть, выполняя полировку на малых изделиях – так появляется максимальный блеск (цилиндрическая поверхность проходит обработку лучше, чем плоская). Метод содержит и ряд недостатков:
- Повышенный уровень токсичности, взрывоопасности и пожароопасности.
- Повышенный уровень сложности процесса.
- Повышенный уровень энергоемкости.
- Появление коррозии на оборудовании.
Здесь можно выделить предварительную и окончательную стадии. Вначале применяется удаление всех неровностей поверхности с помощью механического способа, а затем применяется электрополировка для достижения зеркальной и ровной поверхности. После процедуры появляются защитные свойства от негативных факторов окружающей среды.
Особенности декоративного травления
Декоративное травление представляет собой особый вид электрополирования. При нем используют фосфорно-хромовые электролиты. Благодаря такому составу сверху изделия появляется налет. Через определенный промежуток времени он приобретает выраженность (своеобразный рисунок – изморозь, розетка, тонкие нити кристаллического вида). В самом конце используют пасты и смеси для промывания и высушивания деталей (продаются в специализированных магазинах). Данный метод возможно проводить самостоятельно. Этапы процесса:
Здесь все элементы следует тщательно промыть и просушить. Далее детали должны пройти путь анодного оксидирования. После этого разрешается пользоваться краской с органическим составом.
Существует и иной способ декоративного травления – искрит. Он позволяет добиться зеркального блеска и ровности. Специалисты применяют разработанную схему. Она подразумевает термическую обработку металла вначале и при окончании процесса работы. Здесь можно получить матовую (снежную) поверхность. Важен каждый этап и их последовательность. Благодаря им появляется возможность достичь желаемого результата.

Особенности электрохимической полировки
Электрохимическое полирование представляет собой такую обработку, при которой алюминиевые элементы проходят через электролит. При данном способе используется также постоянное напряжение в 10-20 В. В процессе элементы подключают к аноду (положительному полюсу) источника питания. Сам способ сглаживания напрямую связан с пассивирующей пленкой (тонким покрытием на металле). Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
При данном методе используются специальные емкости (гальванические ванны), контакты подвесных устройств и электродные штанги. Специалисты рекомендуют применять серную кислоту, разбавленную водой, в случаях образования окисной пленки после контактирования алюминиевого элемента и электрического контакта. Также в промышленности для данных целей используют ортофосфорную кислоту и хлорную. Но не каждый вид металла может проходить через подобные кислоты. Наряду с алюминием – это титан, сталь. Антикоррозийное свойство достигается путем применения раствора NaOH (обычно это температура в 60-70 градусов по Цельсию в течение 15-20 минут). Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Особенности производства
Весь цикл производства алюминиевых листов включает в себя несколько стадий: термическая деформация, холодное волочение или прокатка.
Определенные габариты и форму листа получить несложно, потому что алюминиевые сплавы, как уже было сказано выше, являются очень пластичными. В конечной продукции не должно быть никаких трещин, пузырьков, разрывов и следов коррозии.
Также алюминий листовой классифицируется на следующие типы:
- неплакированные и плакированные изделия (плакировка может быть нормальной или же утолщенной);
- искусственно или естественно состаренные;
- без термической обработки;
- полунагартованные;
- отожженные;
- нагартованные, подвергнутые закалке и естественному старению.
Листы из алюминия — очень востребованный материал, что обусловлено общедоступностью и прекрасным эксплуатационным свойствам.
Особенности производственного процесса
Литье алюминия под давление на производстве используется для изготовления деталей различных размеров и форм, а также других отливок. Во время производственного процесса нагретый до температуры 600˚Цельсия расплавленный алюминий под большим давлением подается в изготовленную из стали пресс-форму.

Главные отличительные черты и особенности литья, осуществляемого в условиях производственных цехов:
- быстрое нагревание металла до температуры плавления;
- точная подача определенного количества сырья, предназначенного для отливки;
- полная автоматизация производственного процесса;
- создание достаточно высокого давления для качественного выполнения работ.
Все это позволяет получать качественные детали и составляющие машин и приборов, изготовленные с высокой точностью и в самые короткие сроки. Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.
Производители пользуются этими положительными качествами для создания большого количества качественных деталей различной конфигурации, предназначенных для использования в самых различных областях промышленности.
Неотъемлемое достоинство литья алюминия под давление заключается еще и в том, что изготовленные таким способом составляющие приборов и другие элементы практически не нуждаются в дополнительной обработке, проводимой механическим путем.
Для осуществления всех необходимых операций особой популярностью у производителей пользуется применение машин для литья алюминия под давлением, используемых в условиях производственных цехов.

Это машины, оснащенные камерой прессования:
На многих предприятиях широко используют горизонтально установленные холодные камеры прессования, в которые под давлением подается расплавленный алюминий.
Скорость, износ и мощность
Измерения мощности для этого исследования во время обработки были получены с помощью инструментальной системы контроля и адаптивного управления. Результаты испытаний показаны в диаграммах в этой статье. Как и ожидалось, более высокие скорости резания приводили к более высокой скорости обработки. Однако, как описано выше, различия в мощности резания между двумя жидкостями были минимальными при обработке новыми фрезами.
В начале процесса свойства материала заготовки и геометрия режущей кромки являются доминирующими факторами, влияющими на мощность резания. Различия между рабочими характеристиками металлической среды возникли только после того, как при изнашивании изменилась геометрия режущей кромки. Выбор металлообрабатывающей жидкости непосредственно влиял на скорость, с которой происходил этот износ, и, соответственно, требуемая мощность резания в любой заданной точке операции фрезерования.
Предполагая определенный базовый уровень производительности для двух сравниваемых жидкостей, испытания должны выполняться до тех пор, пока режущие вставки не начнут изнашиваться, чтобы определить, какая СОЖ позволяет поддерживать более высокие скорости резания в течение более длительного периода времени.
Построенные графики дали возможность сказать, что скорость увеличения мощности может быть использовано для прогнозирования состояния пластины в любой заданной точке операции фрезерования. Аналогично, измерения мощности, выполненные при нескольких скоростях резания, могут использоваться для получения требуемой мощности на других, непроверенных скоростях резания.
Описание и стандарты производства

Металлические листы служат декоративными элементами для мебели или пьедесталов, подобным материалом широко пользуются дизайнеры.
Рифлёный лист изготавливают из сплава алюминия, дюрали, дополнительно в его состав добавляют медь и магний. Сплав изготовлен по требованию ГОСТ 21631–76 . Металлический прокат выполнен в форме прямоугольника. Сплав проходит процесс закалки, результатом является приобретённая прочность и твёрдость, которые в 7 раз выше в сравнении с обычным состоянием металла.
Вес готового изделия из дюрали в несколько раз уменьшен в сравнении с железом. Это качество алюминия делает его востребованным во многих отраслях и сферах деятельности человека.
Сплав алюминия с внесением добавок позволяет легко нанести на заготовку декоративное или защитное покрытие.
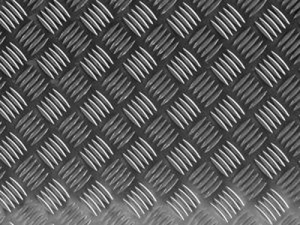
Название алюминиевая заготовка получила из-за своего рисунка, который наносится в виде чередующихся штрихов или полос под строгим углом. Спрос на алюминиевый рифлёный лист обусловлен наличием рифлей и широкой сферой применения.
Рифлёный лист имеет несколько вариантов нанесённых на его поверхность рисунков. Штрихи наносятся и чередуются в шахматном порядке.
- Алмаз или даймонд. Рисунок наносится единичным выступом и напоминает форму алмаза.
- Дуэт. Рисунок наносится парно, в виде двух штрихов.
- Лист алюминиевый рифлёный Квинтет. Рисунок состоит из пяти штрихов, нанесённых параллельно друг другу.
Рифлёный алюминий производят в нескольких марках, наиболее распространены следующие сплавы:
- Сплав алюминия и 2% магния (не превышая 4%) AMr2. Пластичный и прочный сплав, подлежит соединению при помощи сварки. Обладает стойкостью к воздействию коррозии. Изготовлен сплав в соответствии с ГОСТ 4784–97 .
- Алюминиевый сплав с марганцем, добавленным не более 1,5%, AMn. Состав металлического изделия по своим свойствам не обладает достаточной прочностью, но устойчив к коррозии и очень пластичен. Изготавливается в соответствии с ГОСТ 4784–97 .
- Алюминиевый сплав с добавкой меди от 2 до 5% и магния от 0,4 до 1,6%, называется ВД1. Это изделие характеризуется высоким показателем прочности и пластичности. Материал легко при необходимости можно обработать антикоррозийным покрытием. Изготовление производится в соответствии с ГОСТ 1131–76 .
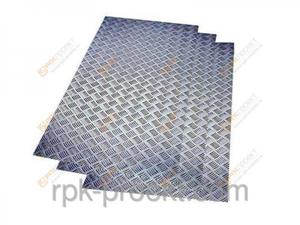
Листы выпускаются в двух размерах: 1200*3000 мм и 1500*3000 мм. Этот размер листов считается универсальным, однако при необходимости и наличии производственных мощностей изготовителя размеры могут увеличиться и составлять от 4 до 6 метров. Производитель может уменьшить размер листа до 2 или 2,5 метров.
Толщина изделия разнится и колеблется в диапазоне от 1,2 до 5 мм.
Вес изделия составляет от 15 до 40 кг.
Методы производства
Помимо дополнительных легирующих добавок, сталь классифицируется по способам производства. Рифлёный алюминий можно изготавливать горячим или холодным прокатом с использованием или без применения плакировки.
Горячекатаный

Прокат горячим способом выполняется в несколько этапов. Сплавы отливают в слитки. Слиток помещают в шахтную печь для последующего плавления и получения жидкой структуры металла.
Жидкий сплав при помощи высокого давления и валов цилиндрической формы проходит раскатку, одновременно с ней наносятся рифли.
Весь процесс проходит в режиме высоких температур, в связи с этим лист приобретает отличную пластичность, но теряет прочность.
Стоимость изделия будет ниже, чем при производстве листов холодным прокатом, потому что мощность производства задействована наименьшая.
У горячекатаного рифлёного изделия есть недостаток: неравная толщина и ширина изделия, которая полностью зависит от равномерного нагрева слитка при плавлении.
Толщина заготовки горячего проката превышает 3 мм.
Холоднокатаный
Способ позволяет получить довольно тонкие листы с рифлями. Нагреву сплав не подвергается, но на производство листов требуются высокие мощности и технологическое оборудование.
Благодаря способу холодного проката можно изготовить изделия равной толщины и ширины.
Плакировка металлопроката
Методом плакировки называют процесс с дополнительным нанесением на лист тонкого слоя чистого алюминия. При процессе плакировки рифлёная заготовка приобретает ещё большую стойкость против процессов коррозии.
Процесс плакировки на готовом изделии маркируется дополнительной буквой к марке листа.
Нормальная плакировка обозначается буквой А. Утолщённая плакировка обозначается буквой У. Буквой Б обозначается технологическая плакировка алюминия.
При отсутствии плакировки будет отсутствовать дополнительная буква в маркировке.
Нормальная плакировка проводится в обязательном порядке при прокате дюралевых сплавов, потому что состав сплава подвержен коррозийным процессам. Лист алюминия плакируется с двух сторон. Толщина алюминиевого слоя равна 2% при условии, что алюминиевая заготовка превышает толщину 1,9 мм. Если эта толщина меньше, то плакирующий слой составит 4%.
Утолщённая плакировка позволит облагородить внешний вид изделия и увеличит его антикоррозийные свойства. Лист с толщиной не более 1,9 мм плакируется слоем алюминия не менее 8% от общей толщины рифлёного алюминия. Если толщина превышает отметку 1,9 мм, слой будет содержать 4% от общей толщины готового изделия.
Технологическая плакировка служит дополнительным слоем, который предотвращает появление трещин и сколов в процессе проката. Этот алюминиевый слой не добавит антикоррозийных качеств готовому изделию. Его толщина не зависит от толщины готового изделия и не может превышать 1,5%.
Типы рифлёных листов с характерной обработкой

Для изготовления рифлёного алюминия применяют различные способы механической и термической обработки. Данные способы позволяют увеличить эксплуатационные качества готового изделия, а также улучшить их технические свойства, это позволит увеличить сферу применения изделий.
Метод и способ обработки алюминия маркируется дополнительной буквой-литерой.

- Отожжённый алюминиевый лист. Отжиг проводят с целью снять появившиеся напряжение металла в процессе проката и увеличения пластичности готового изделия. Отжиг выполняют при высокой температуре с последующим постепенным охлаждением. Высокая температура воздействует на сплав в течение длительного времени. Именно отжиг позволит снизить появившуюся излишнюю прочность металла, и тот становится гибким. Процесс отжига маркируется дополнительной буквой М.
- Нагартованный алюминиевый лист. Нагартовкой называют обработку изделия, где за счёт применения низкой температуры и высокого давления увеличивается прочность и твёрдость сплава, но снижается его пластичность. Увеличение прочности зависит от марки используемого слитка при прокате листа. Нагартовка обозначается буквой Н.
- Полунагартовка алюминиевого листа. Отличие состоит в меньшем механическом воздействии, поэтому прочностные характеристики ниже, а пластичность выше. Маркируются такие рифлёные заготовки буквой Н2.
- Рафинирование. Алюминиевый лист подвергается процессам очистки металла от примесей, полученных механическим путём. При очистке используют процесс электролиза.
- Закалка алюминиевого листа. Закалка относится к термической обработке. На заготовку воздействует высокая температура, а охлаждение проходит в очень короткий срок по времени. Результатом закалки является приобретённая прочность, которая не позволяет на разрыв нарушить целостность изделия. Закалка проводится совместно с состариванием. Состаривание алюминиевого изделия проводится двумя способами: естественным и искусственным. Естественный способ состаривает металл в течение 5 дней при комнатной температуре. Искусственный способ протекает при температуре 150 °C в течение нескольких часов. Закалённые и естественно состаренные предметы маркируются буквой Т. Закалённые и искусственно состаренные виды алюминиевых заготовок маркируют буквой Т1.
Свойства рифлёного алюминия
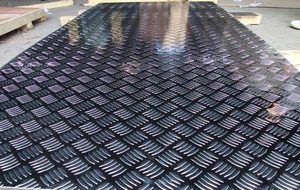
Положительными свойствами алюминия считают его выпуклый рисунок рифлей. Он улучшает внешний вид изделия и физические показатели. Рифлёный лист сохраняет свою геометрию даже в процессе активной эксплуатации, благодаря своей прочности и пластичности он не выгибается.
Наиболее популярный тип алюминиевого листа — это рифлёный Квинтет. Он обладает рядом положительных характеристик:
- Длительная устойчивость к коррозии.
- Вес изделия небольшой.
- Материал экологически чистый и долговечный в использовании.
- Использовать его можно в различных температурных условиях и условиях окружающей среды.
- Высокие противоскользящие свойства готового изделия.
Область применения
Физические свойства рифлёного алюминия позволяют применять этот материал в автомобильной, строительной, авиапромышленности и многих других сферах деятельности человека.

Квинтет используют внутри и снаружи помещения. Благодаря своим качествам его применяют для внешней отделки помещений. Алюминий служит дорожным ограждением и элементом при изготовлении рекламных щитов. Рифлёным алюминием обустраивают нескользящие переходы и мостики, а также крытые пешеходные переходы.
Рифлёный лист широко используют дизайнеры в оформлении помещений в стилях хай-тек, авангард, лофт и других современных течениях дизайна. Он служит как для деталей внутренней отделки, так и для добавления элементов в предметы мебели и интерьера.
С помощью алюминиевого листа типа квинтет можно оформить перегородки и колонны внутри комнаты. Из него изготавливают экраны для радиаторов, а также столешницы и элементы подвесного потолка.
Алюминиевый лист квинтет является подходящим материалом для изготовления стеллажей для торговых и медицинских предприятий, а также для кухонных помещений детских учреждений и заведений общественного питания.
Для изготовления подножек, ступеней и пола общественного транспорта также наиболее подходящим будет применение алюминиевого квинтета благодаря противоскользящему эффекту.
Квинтет часто используется для тюнинга легковых и грузовых автомобилей. Им дополнительно укрепляют и защищают те детали автомобиля, которые подвергаются воздействию агрессивной среды. Тюнингуются также наиболее износостойкие части кузова автомобиля.
Широко материал применяется при изготовлении морских и речных судов благодаря своим антикоррозийным качествам.

Этот вид стройматериала представлен на рынке в большом разнообразии вариантов. Виды металлопроката классифицируются в зависимости от марки алюминия, способа производства и обработки, рисунка рифлей и т.д. Каждый из них имеет свою сферу применения.
В статье мы расскажем об особенностях различных типов проката, выясним их примерную стоимость и ответим на вопрос, где лучше всего купить алюминиевый лист.
Описание и стандарты производства

Металлические листы служат декоративными элементами для мебели или пьедесталов, подобным материалом широко пользуются дизайнеры.
Рифлёный лист изготавливают из сплава алюминия, дюрали, дополнительно в его состав добавляют медь и магний. Сплав изготовлен по требованию ГОСТ 21631–76 . Металлический прокат выполнен в форме прямоугольника. Сплав проходит процесс закалки, результатом является приобретённая прочность и твёрдость, которые в 7 раз выше в сравнении с обычным состоянием металла.
Вес готового изделия из дюрали в несколько раз уменьшен в сравнении с железом. Это качество алюминия делает его востребованным во многих отраслях и сферах деятельности человека.
Сплав алюминия с внесением добавок позволяет легко нанести на заготовку декоративное или защитное покрытие.
Название алюминиевая заготовка получила из-за своего рисунка, который наносится в виде чередующихся штрихов или полос под строгим углом. Спрос на алюминиевый рифлёный лист обусловлен наличием рифлей и широкой сферой применения.
Рифлёный лист имеет несколько вариантов нанесённых на его поверхность рисунков. Штрихи наносятся и чередуются в шахматном порядке.
- Алмаз или даймонд. Рисунок наносится единичным выступом и напоминает форму алмаза.
- Дуэт. Рисунок наносится парно, в виде двух штрихов.
- Лист алюминиевый рифлёный Квинтет. Рисунок состоит из пяти штрихов, нанесённых параллельно друг другу.
Рифлёный алюминий производят в нескольких марках, наиболее распространены следующие сплавы:
- Сплав алюминия и 2% магния (не превышая 4%) AMr2. Пластичный и прочный сплав, подлежит соединению при помощи сварки. Обладает стойкостью к воздействию коррозии. Изготовлен сплав в соответствии с ГОСТ 4784–97 .
- Алюминиевый сплав с марганцем, добавленным не более 1,5%, AMn. Состав металлического изделия по своим свойствам не обладает достаточной прочностью, но устойчив к коррозии и очень пластичен. Изготавливается в соответствии с ГОСТ 4784–97 .
- Алюминиевый сплав с добавкой меди от 2 до 5% и магния от 0,4 до 1,6%, называется ВД1. Это изделие характеризуется высоким показателем прочности и пластичности. Материал легко при необходимости можно обработать антикоррозийным покрытием. Изготовление производится в соответствии с ГОСТ 1131–76 .

Листы выпускаются в двух размерах: 1200*3000 мм и 1500*3000 мм. Этот размер листов считается универсальным, однако при необходимости и наличии производственных мощностей изготовителя размеры могут увеличиться и составлять от 4 до 6 метров. Производитель может уменьшить размер листа до 2 или 2,5 метров.
Толщина изделия разнится и колеблется в диапазоне от 1,2 до 5 мм.
Вес изделия составляет от 15 до 40 кг.
Виды рифленых листов
Они различаются по нескольким характеристикам и должны соответствовать ГОСТам:
- Марка сплава, основные это: АМг2, ВД1, АМц;
- Способ производства;
- Последующая обработка;
- Тип рисунка;
- Габаритные размеры и толщина.
От марки зависят механические и коррозионные свойства. Например, АМц обладает повышенной коррозионной стойкостью, но худшей прочностью. ВД1 обладает хорошими прочностными и пластичными характеристиками. АМг2 наиболее универсальный сплав, обладающий хорошими механическими и коррозионностойкими показателями.
Тип рисунка обусловлен рифлением поверхности. Слово рифление пошло от слова рифля, что означает бороздка, выемка или желобок небольшой высоты на поверхности. По типу рисунка и формы они делятся на несколько видов:
Имеется еще несколько разновидностей рисунков. На них рифли могут быть взаимно перпендикулярными, с разным шагом и положением. Выбор рисунка – это не только практический, но и эстетический выбор. Используя различные сочетания можно добиться интересных дизайнерских решений.
Производство рифленого алюминиевого листа
Существует несколько способов изготовления, которые зависят от используемого сплава, а также возможностей производителя. Основное деление производится по способу получения и его последующей защите:
После получения листа происходит его термическая или механическая обработка. Которая улучшает его технических характеристики, позволяя использовать его в более широких диапазонах. В качестве такой действий применяют:
Преимущество использования
Обладая отличными коррозионностойкими, механическими и эксплуатационными свойствами эти листы не обладают завышенной стоимостью, хотя и дороже стального. Применение их в различных областях позволит выполнить изделия прочными, легкими и надежными. Долговечность, прочность и эстетическая составляющая положительно выделяют данный материал.
Сортамент швеллеров, виды
Сравнение стальной и композитной арматуры
Горячий и холодный прокат
Алюминиевую рифленку производят методом горячего или холодного проката с дальнейшей обработкой или без нее.
Горячий прокат состоит в отжиге крупноразмерных слитков в шахтной печи для приобретения металлом однородной структуры, и последующем пропуске между парными цилиндрическими валами с уменьшением просвета между ними и одновременным нанесением рельефа. Горячим способом получают листы толщиной свыше 3 мм. Недостаток горячекатаной продукции — неравномерность геометрических размеров.
Технология получения горячекатаного рифленого алюминия включает 5-ть операций:
- Из сплавов, полученных путем легирования алюминия, отливают слитки весом в 3-8 т.
- Заготовки транспортируют в шахтную печь, где в течение 4-5 часов проводится гомогенизирующий отжиг при температуре 20-40ºС для получения металла с однородной структурой.
- Подготовленные слитки направляют в прокатные станы с попарно установленными цилиндрическими валками с рельефом, причем зазор между ними постепенно уменьшается, придавая листу нужную форму и рельефный рисунок.
- Полученные листы проходят термообработку (отжиг) для снятия внутреннего напряжения.
- Окончательная отделка листа заключается в шлифовке, обрезке по заданным размерам, нанесению покрытий.
Холодный прокат получают без предварительного нагрева на более мощном оборудовании. Листы получают постоянную геометрию с четким рисунком рифления. Прокатную продукцию термообрабатывают для снятия внутренних напряжений в металле, затем листы шлифуют и нарезают под заданные размеры.

Плакирование
Рифленые алюминиевые листы для противокоррозионной защиты плакируют — покрывают слоем чистого алюминия, особенно дюралевых сплавов, процесс проводится частично.
Гостом устанавливается маркировка плакирования:
у листов без покрытия маркировка отсутствует.
Обработка
Различают виды обработки:
Нагартованный или полунагартованный металл под действием высокого давления в низкотемпературной среде упрочняется при частичной потере пластичности. При более сильном давлении достигают высокой степени упрочнения.
Изделия из нагартованного материала нельзя сваривать или гнуть из-за возможности возникновения трещин, но они применяются в высокопрочных строительных конструкциях.
Полунагартованные листы сваривают и гнут.

Закалка и состаривание
Закалка дает рифленым алюминиевым листам дополнительную прочность на разрыв. Технология состоит в резком охлаждении после высокотемпературного воздействия:
Качество отделки поверхности
Рифленый алюминиевый лист может иметь:
Высокая отделка предполагает использование в качестве сырья для производства рифленых листов алюминия марки А7; А6; А0; АД00; АД0; АД1; АД; сплавов марки АМц; АМг2. Повышенная и обычная отделка не имеет требований по марке металла или сплава.
Фактура поверхности листа может быть глянцевой и матовой.
Сортамент
Размерный ряд листов:
- по толщине от 0,3 до 10,5 мм;
- по ширине от 0,6 до 1,8 м;
- длине — до 7,2 м.
Высота возвышения рифли над поверхностью листа не входит в нормируемую толщину листа. Наибольшим спросом пользуются листы толщиной до 3 мм и длиной до 3-х м при ширине в 1,2 м. Все такой панели позволяет транспортироваит ее одному человекую
Чтобы определить вес одного изделия надо вычислить усредненную толщину листа с учетом высоты рифли, умножить на длину, ширину листа и объемный вес. Объемный вес в зависимости от марки сплава приводится в справочниках и составляет от 2,7 до 2,81 г/см3. Масса одного листа составляет от 15 до 40 кг.
ГОСТом также нормируется точность геометрических параметров и тщательность обработки краев плит.
Квинтет или Galaxy
Лист рифленый квинтет отечественного производства имеет внешнее сходство с аналогом из Сербии преимущественно под торговой маркой Galaxy. Главные отличия российского листа от импортного состоят в более низкой цене и высокой ударной прочности.
В статье мы расскажем о том, как изготавливается в настоящее время алюминиевый лист, признаваемый одним из самых практичных типов цветного проката, дадим полное описание такой продукции и сферы ее использования.
1 Общая информация об алюминии и алюминиевых сплавах
Алюминий – это серебристо-белый металл, характеризуемый высокой стойкостью против коррозии, малым показателем плотности, отличной пластичностью, хорошей электропроводностью, достаточно высокой теплопроводностью (ее показатель уступает только теплопроводности меди, золота и серебра). Механизм защиты металла от коррозионных явлений обусловлен тем, что он очень быстро окисляется на воздухе с формированием Al2O3 – оксидной пленки, способной впоследствии эффективно защищать алюминиевые изделия от ржавчины, причем в самых разных средах.

При контакте с продуктами питания металл сохраняет нейтральные свойства, он обладает устойчивостью к большинству кислот органического происхождения и даже к азотной концентрированной кислоте. Кроме того, он великолепно обрабатывается давлением, что дает возможность изготавливать широкий ассортимент разнообразных конструкций из алюминиевого проката. Чтобы придать материалу те или иные специальные характеристики, а также усилить первоначальные свойства, его легируют разными элементами (магнием, медью, цинком, кремнием, марганцем).
Все алюминиевые сплавы принято подразделять на деформируемые (из них изготавливают поковки и прокат) и литейные (изготовление отливок). Так как мы описываемым алюминиевый прокат (а горячекатаный лист является именно прокатом), нас интересуют композиции первого вида. Их химический состав регламентируется Государственными стандартами 1131 и 4784–97.
По типу упрочнения такие сплавы делят на термоупрочняемые и упрочняемые давлением. Однако чаще применяется другая их классификация, которая базируется на основных характеристиках сплавов. Термоупрочняемые, согласно таковой, могут быть:
- жаропрочными: АК4, АК4–1, Д20, 1201;
- высокопрочными: В93 и В95;
- высокопластичными средней прочности: АД33, АД31 и АД35 (их называют – авиали, они легируются системой "алюминий-магний-кремний");
- свариваемыми со стандартным показателем прочности: 1925 и 1915;
- нормальной прочности (дюрали): Д16, Д1 и Д18 (система легирования – "алюминий-медь-магний");
- ковочными: АК8 и АК6.

Нетермонеупрочняемые же, характеризующиеся стойкостью против коррозии и хорошей свариваемостью, бывают двух видов:
- высокопластичными со средней прочностью (магналии): АМг1, АМг6, АМг2 и другие;
- высокопластичными с низкой прочностью: Д12 и АМц – легированы алюминием и магнием; АД1 и АД0 – без легирования (так называемый "технический алюминий").
2 Плоский алюминиевый лист – ГОСТ, виды изделий

В настоящее время такие листы изготавливают в соответствии с ГОСТ 21631–76 и делят по сферам использования и свойствам на несколько типов:
- Кислотостойкие: применяются для производства баков для топлива, сварных емкостей и некоторых иных элементов самолетов, что обусловлено их хорошей свариваемостью и отличной коррозионной стойкостью. Изготавливается кислотостойкий лист алюминиевый плоский из сплавов марок АМг (2, 3, 5 и 6), которые легируются марганцем и магнием. Также подобные легкодеформируемые и повышеннопластичные изделия применяются для выпуска заклепок, рам и радиаторов транспортных средств.
- Технические: превосходный отделочный и изоляционный материал, использование которого считается экономически выгодным за счет высокой гибкости и малой массы листов.
- Гладкие перфорированные: предназначены для строительной области (решетки воздуховодов, декоративные интерьерные детали, усиление гипсокартонных углов бытовых конструкций). Перфорированные изделия могут иметь прямоугольные, круглые или ромбовидные отверстия, получаемые на специальных прессах координатно-пробивного типа.
- Пищевые: для производства листа используются отожженные, полунагартованные и нагартованные (холоднодеформированные с целью упрочнения материала) сплавы (А5М, А5Н2, А5Н), а также первичный алюминий А7 либо АД0, который не подвергается термической обработке. Подобные листы обладают повышенной гигиеничностью, в них отсутствуют любые примеси и легирующие элементы.

Толщина готового проката варьируется от 0,3–2 мм (тонкий алюминиевый лист) до 10,5 мм (алюминиевые плиты), ширина – от 500 до 2000 мм, длина – от 2 до 7,2 м.
3 Гофрированные и анодированные изделия для специальных целей
Отдельно стоит сказать о гофрированных листах из алюминия (их еще именуют профилированными), с помощью которых обустраивают кровли, отличающиеся замечательными эксплуатационными свойствами и долговечностью. Достоинства профилированных изделий:
- Малый вес листов подходит для тех случаев, когда производится реконструкция сооружений старых годов постройки. Подобные здания не всегда способны выдержать серьезные нагрузки, поэтому замены легким гофрированным листам для них просто-напросто нет.
- Возможность использования конструкций для крыш многоэтажных домов и одноэтажных частных зданий.
- Гибкость. Это свойство изделий из алюминиевых сплавов дает возможность проводить работы на кровлях, отличающихся особо сложным дизайном.
- Простота монтажа. Определенные профессиональные навыки для работы с листами, конечно же, необходимы, но освоить их совсем не сложно.
Сейчас также применяются анодированные листы из алюминия, которые могут иметь матовую, зеркальную либо полуматовую поверхность. Для выпуска различных бытовых приборов, жалюзи для окон, растровых осветительных приборов, деталей декора жилых помещений, солнечных батарей обычно используется аланод – лист с зеркальной поверхностью. Он характеризуется большими светоотражающими возможностями, что и обуславливает сферу его применения.
Под анодированием понимают относительно простую электрохимическую процедуру формирования на алюминиевой поверхности оксидной защитной пленки кристаллической структуры. Необходимость в создании такой дополнительной пленки вызвана тем, что образовывающаяся самопроизвольно "защита" алюминия при комнатной температуре обладает достаточно аморфной структурой и малой толщиной. По этой причине указанные выше алюминиевые изделия не получается изготовить из материала со стандартными свойствами.
4 Лист алюминиевый – производство и его тонкости

Процесс изготовления листов из алюминиевых сплавов разного вида состоит из нескольких этапов: горячая деформация; холодная деформация (прокатка либо волочение).
Требуемую форму и заданные размеры листа получить легко, так как алюминий за счет своей пластичности превосходно обрабатывается в процессе холодной деформации. Конечный продукт не должен содержать надрывов, пузырей, трещин, коррозионных отметин, а делится он на следующие виды:
- плакированные листы (плакировка бывает утолщенной и нормальной) и неплакированные;
- естественно или искусственно состаренные и закаленные нагартованные;
- без термообработки;
- отожженные;
- полунагартованные;
- нагартованные, прошедшие закалку, а также старение (естественное).
Читайте также: