
Рассчитать исполнительные размеры калибров для посадки
Добавил пользователь Morpheus Обновлено: 19.09.2024
2.1 Произведем расчет размеров калибра-скобы для контроля вала Ø10-0,015.
Предельные отклонения вала Æ 10h7 (ГОСТ 25347-82)
Допуск 0,015 мм в интервале размеров до 180мм, является нестандартным, поскольку согласно ГОСТ 24853-81 рекомендуемый квалитет для изготовления калибра-скобы - 6
При нестандартном допуске изделия допуски на калибры назначаются, исходя из ближайшего квалитета. В данном примере это квалитет 6.
ei=-0,015 мм, es=0 мм.
Определяем предельные размеры вала:

dmax = ;

dmin = .
d – номинальный размер изделия;
dmin – наименьший предельный размер изделия;
dmax – наибольший предельный размер изделия;
Определим размеры проходной (ПР) и непроходной (НЕ) стороны калибра-скобы, служащие для отсчета отклонений:
Данные для расчета калибра-скобы выписываем из таблицы[1]
Ниже приведены обозначения размеров допусков на схемах [1]:
Т – допуск изделия;
H1 — допуск на изготовление калибров для вала;
Нр — допуск на изготовление контрольного калибра для скобы;
Z — отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
Z1 — отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
Y1 —допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
a1 — величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм.
Размеры калибров и допуски на изготовление зависят от допуска поверхности детали, для которой они предназначены. Отклонения размеров всех калибров задаются от предельных размеров изделий, т.е. от контролируемых границ, а не от номинальных размеров.
Рассчитаем предельные размеры проходной стороны калибра-скобы[1]:

ПРmax = ;

ПРmin = .
Исполнительный размер проходной стороны калибра по формуле: [1]

ПРисп.= .
Изношенный размер проходной стороны калибра по формуле[1]:

ПРизнош.= .
Предельные размеры непроходной стороны калибра-скобы по формулам[1]:

НЕmin= ;

НЕmax= .
Исполнительный размер непроходной стороны калибра по формуле:

НЕисп.=
Расчет размеров контрольного калибра для скобы (контркалибра) [1].
Рассчитаем предельные размеры проходной стороны калибра по формулам:

К-ПРmin= ;

К-ПРmax= .
Исполнительный размер проходной стороны контркалибра по формуле:

К-ПРисп.= .
Предельные размеры контркалибра для контроля износа по формулам:

К-Иmax= ;

K-Иmin= .

К-Иисп.= .
Предельные размеры непроходной стороны контркалибра:

К-НЕmax= ;

К-НЕmin= .
Исполнительный размер непроходной стороны контркалибра:

К-НЕисп.=
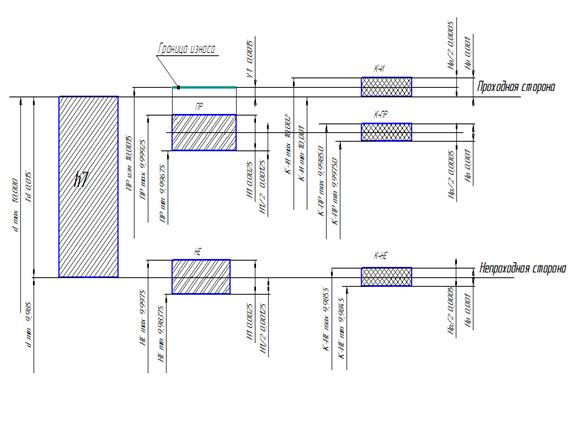
Рис.2.1 Схема расположения поля допуска калибра-скобы для контроля вала размером Ø10-0,015
2.2 Произведем расчет размеров калибра-пробки для контроля отверстия Ø10 +0.028 +0.013
Предельные отклонения отверстия Æ 10F7 (ГОСТ 25347-82)
Максимальный диаметр рассчитываем по формуле:


где - номинальный диаметр, мм;

- верхнее предельное отклонение размера, мм.

(мм),
Минимальный диаметр рассчитываем по формуле

где - номинальный диаметр, мм;

- нижнее предельное отклонение размера, мм.

(мм)
Определяем исполнительные размеры калибров-пробок

где Dmin –минимальный предельный размер отверстия, мм;
z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера, мм;
H – допуск на изготовление калибра для отверстия, мм.
Величины z, H, принимаются по ГОСТ 24853-81 (СТ СЭВ 157-88).
z = 2 мкм=0,002мм H = 2,5мкм=0,0025мм.

,

где Dmax – максимальный предельный размер отверстия, мм.

Предел износа калибра-пробки рассчитываем по формуле:

где y – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия, мм.

Величину y принимаем по ГОСТ 24853-81
Строим схема расположения полей допусков детали и калибров пробок в соответствии с размерами (рисунок 3.1).

По ГОСТ 14820-69 и ГОСТ 14821-69 подбираются конструкция и размеры калибра-пробки и вычерчиваются в масштабе ее чертеж.
Примечание. При подсчете исполнительных размеров калибров (наибольших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления.
Округление размеров рабочих калибров (наибольших для отверстий и наименьших для валов) для изделий квалитетов 15-17 следует производить до целого микрометра.
Для изделий квалитетов 6-14 и всех контрольных калибров размеры следует округлять до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется.
Формулы для вычисления исполнительных размеров калибров
Номинальный размер изделия до 180 мм
Проходная сторона новая


Н/2
Проходная сторона изношенная


Проходная сторона новая


Проходная сторона изношенная




Номинальный размер изделия от 180 до 500 мм
Проходная сторона новая


Н/2
Проходная сторона изношенная



Н/2
Проходная сторона новая


Проходная сторона изношенная




Размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону уменьшения производственного допуска изделия.
Примеррасчета исполнительных размеров калибров и выполнения эскиза рабочих калибров для контроля размеров отверстий и вала
Операция: контроль взаимозаменяемости и качества сборки вала и корпусной детали 60Н7/h6.
Необходимо рассчитать и построить схемы полей допусков для размеров контролируемых поверхностей и отверстия, размеров калибров-пробок и калибров-скоб. Выполнить эскизы рабочих калибров для контроля размеров отверстия и вала, проставить исполнительные размеры с допусками и маркировку калибров.
1. Определяем размеры калибров-пробок для отверстия диаметром D= 60 мм с полем допускаН7. Находим из табл. 2 и 5 приложения предельные отклонения отверстия; они равныEI= 0 иES = + 30 мкм. Следовательно,Dmax= 60,030 мм;Dmin = 60,000 мм. Из табл. 34 находим допуски и предельные отклонения калибров дляIT7 в интервале 50…80 мм, числовые значения приведены в табл. 16 приложения:Н= 5 мкм;Z= 4 мкм;у= 3 мкм. По этим данным строим схему расположения полей допусков калибра-пробки (рис. 89,а).
Наибольший размер нового проходного калибра-пробки

мм
Размер калибра-пробки ПР, проставляемый на чертеже, при допуске на изготовлениеН= 5 мкм равен 60,0065-0,005.
Читайте также: