
Как выровнять алюминиевый лист
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Разновидности правки
Заготовка цилиндрическая под воздействием внешней нагрузки может искривиться, а имеющая листовую конфигурацию может помяться. Изделия в виде осей, даже не передающих момент вращающей силы, а также валов могут согнуться. Под технологической операцией правки металла понимается ряд действий, по завершении которых выполненной из металла заготовке возвращается изначальная форма. Дефекты/изъяны бывают самыми разными. Чаще всего встречаются такие:
выпуклость. Проявляется на плоском прокате в виде увеличения толщины – размера поперечного сечения листа – от краев по направлению к центру;
вмятина. Углубление на поверхности металлической пластины, обрамленное пологими краями;
волна. Это – отклонение формы поверхности листа от прямолинейности.
Правка бывает двух видов:
ручная. Осуществляется при изготовлении домашними мастерами уникальных по форме изделий. Хоть набор используемого инструмента довольно-таки несложен, к уровню квалификации работника предъявляются высокие требования;
механическая. Используется в условиях промышленного производства. Оборудование весьма сложное, крупногабаритное и имеет большой вес. Но оно характеризуется высоким уровнем производительности, и его конструкция обеспечивает возможность автоматизации технологического процесса правки.

Выполнять такую операцию при отрицательной температуре не допускается. Уровень пластичности материала в данном случае снижается, и он становится хрупким. Более того! Иногда требуется нагревать обрабатываемую деталь до температуры от 140°С до 400°С. После этого ее пластичность повышается
Правка металлических листов
Сложность этой операции зависит от разновидности обнаруженного дефекта. Но особые трудности возникают, когда выявляется их комбинация. Например, выпуклость по центру пластины и одновременно волнистость кромки.
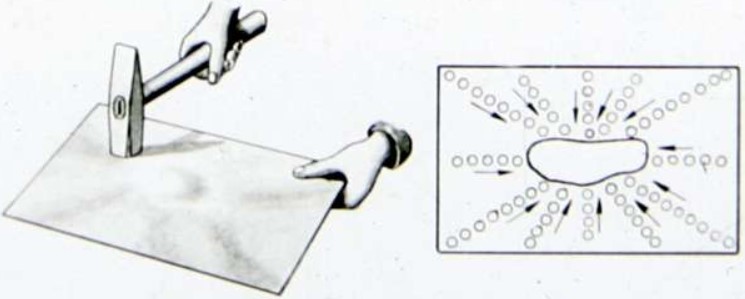
Выпуклость
При правке выпуклости удары следует наносить по окружности. Начинать необходимо с линии, обрамляющей дефект. В ходе работы радиус окружности постепенно нужно уменьшать, перемещаясь от края выпуклости к ее центру. По мере продвижения, частота ударов возрастает, а их сила, наоборот, становится меньше.
Особый подход применяется, когда на листе имеется несколько таких дефектов. В данном случае ударами молотка нужно добиться чтобы выпуклости объединились в одну общую, после чего правка осуществляется по вышеописанной методике.
Волнистость
Правка металлического листа с волнообразными краями выполняется, начиная с его краев с последующим передвижением к центру. Волнистость кромок разглаживается после растяжения пластины в середине.
Тонкие листы
Обработка заготовок с небольшой толщиной с целью возвращения им плоской конфигурации посредством бойков не проводится. Причина – не исключено появление заломов металла в результате его расковки. Тонкий лист правится протяженными ровными плоскостями брусков-гладилок, выполненными из дерева либо из стали. Разглаживание производится по разным направлениям с постепенным усилением нажима.
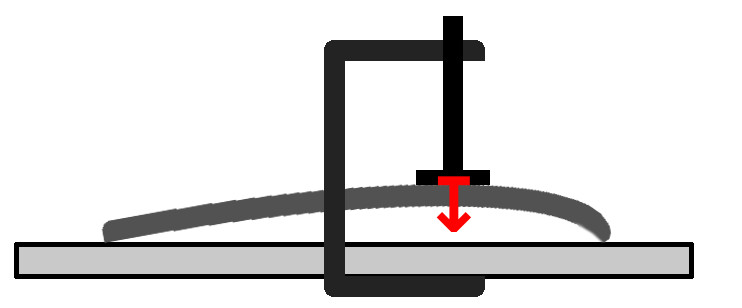
Работа с полосовой заготовкой, изогнутой в плоскости
Такая правка входит в категорию относительно несложных видов обработки металла. Полосу нужно разместить на плите так, чтобы выгнутая сторона находилась сверху. По мере исправления изъянов, силу ударов нужно уменьшать. Необходимо периодически переворачивать обрабатываемую заготовку, чтобы не допустить образование выпуклости в противоположном направлении. Если полоса изогнута в нескольких местах, начинать ее правку следует с концов, постепенно приближаясь к середине.
Правка изделий из закаленного металла
В этом случае для рихтовки молотки, оснащенные мягкими бойками, не используются. С этой целью применяют инструмент с подобными элементами, изготовленными из стали с высокими прочностными характеристиками. При этом острую часть бойка – нос – скругляют, то есть придают ему округлую конфигурацию.
Выправка закаленного металла осуществляется нанесением импульсных точечных воздействий по вогнутому фрагменту заготовки. В результате ударов на данном участке обрабатываемой детали наблюдается растяжение структуры материала, из-за чего поверхность становится все более плоскостной. Проводится эта операция:
на рихтовочной/правильной бабке, отличающейся поверхностью полусферической формы;
с попеременным передвижением заготовки снизу-вверх и сверху вниз. Правка закаленного угольника, у которого нарушен прямой угол, выполняется одним из следующих двух способов (см. рис.):
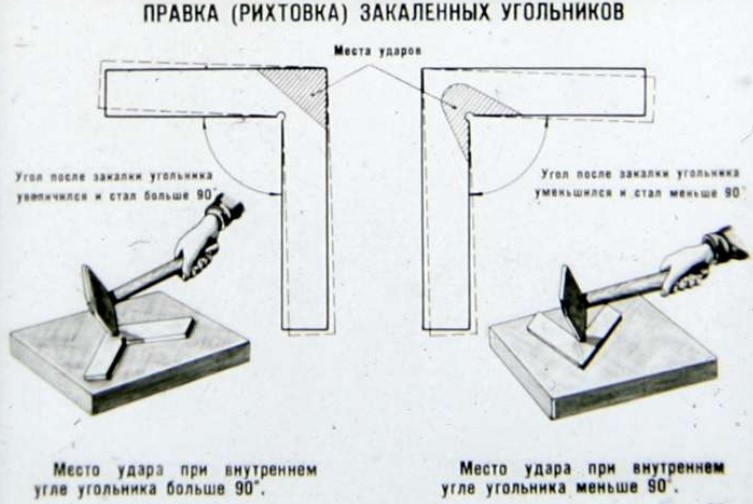
если угол стал острым, направление ударов – ближайший к точке пересечения лучей/сторон внутренний участок поверхности этой детали;
Правка округлых металлических деталей
Метод выполнения правки в данном случае, практически, такой же, как и при обработке полосы. Неровности подлежат маркировке мелом, а заготовку нужно размещать так, чтобы выпуклость была сверху. Удары следует наносить по направлению от периферийных участков дефекта к центральным.
После корректировки основного изъяна:
деталь переворачивается вокруг оси;
сила ударов снижается.
Делается это с целью недопущения деформации обрабатываемой заготовки в противоположную сторону.
Аналогичный подход актуален и при работе с прямоугольным либо квадратным металлопрокатом.
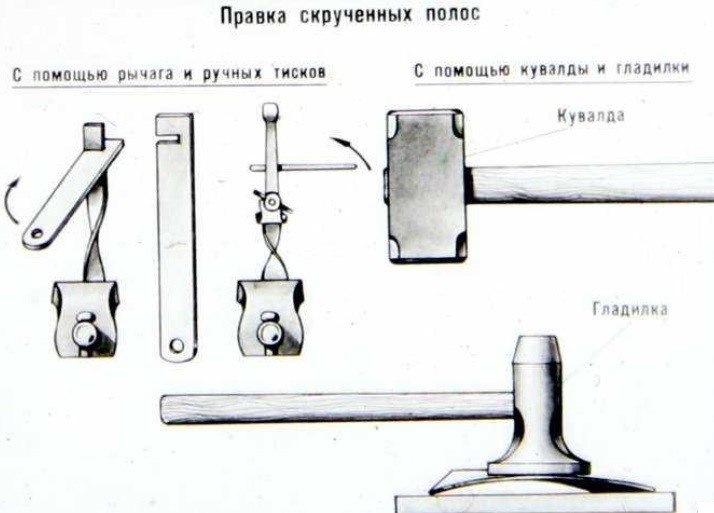
Правка металлической полосы, скрученной по спирали
В данном случае применяется метод раскручивания. Один из концов спирали фиксируется в специальной ручной струбцине, а другой – в тисках, установленных на правильную плиту, и на ней же надежно закрепленных.
При этом степень кривизны определяется на просвет.
Оснастка для выполнения рихтовки/правки
Ручная правка/рихтовка металлических листов и изготовленных из них элементов конструкции осуществляется при помощи молотков на специальной оснастке – рихтовальных бабках, а также правильных плитах.
Рихтовальные бабки
Для изготовления этих приспособлений используются стальные сплавы, подвергнутые термообработке. Рабочая поверхность рихтовальной бабки бывает:
в виде плоского круга на цилиндрическом основании, радиус которого (обозначение R) колеблется в диапазоне 150 мм≤R≤200 мм:
сферической. Это – боковая поверхность усеченного по плоскости симметрии и по краям цилиндра.
Также в домашних мастерских в качестве рихтовальной бабки часто используется железнодорожный рельс, обрезанный до длины от 0,5 м до 1 м. Его удобно перемещать по плите. Кроме того, рельс не подвергается деформации и остается, практически, неподвижным, когда по обрабатываемой детали наносятся удары молотком.
Правильные плиты
Правильные плиты выпускаются в двух модификациях.
Материал изготовления – чугун. Исполнение – конструкция с боковыми ребрами либо сплошная.
Материал изготовления – сталь.
Плита должна обладать большим весом и характеризоваться достаточной устойчивостью, чтобы удары молотка не вызывали ее сотрясение. Что же касается требований к состоянию ее поверхности, то они стандартны: она должна быть идеально ровной, и без присутствия посторонних частиц в виде грязи и остатков металлических осколков, мешающих получить качественный результат рихтовочных работ.
Устанавливать плиты нужно на подставках. Они могут быть и металлическими, и деревянными. Но самое главное, чтобы эти подставки обеспечивали помимо устойчивости еще и требуемую горизонтальность. Для удобства выполнения рихтовки нужно, чтобы вокруг плиты имелось достаточно пространства.
Существует еще один интересный вариант такой оснастки. В качестве материала изготовления плиты правильной выступает плотная резина со множеством небольших выступов, скорее, даже, бугорков с одинаковой высотой. Под воздействием ударов металл сам определяет свое место. В результате наблюдается значительное возрастание производительности процесса рихтовки, если сравнивать с использованием обычной правильной плиты, изготовленной из стали.
Молотки
К молоткам, используемым для правки, предъявляется следующее ключевое требование: они должны быть более мягкими, чем материал обрабатываемой заготовки. Ввиду этого, для рихтовки листовой стали обычно используется ударный инструмент со свинцовыми либо медными бойками. Причем, эти элементы должны характеризоваться закругленной формой. Боек квадратной конфигурации при ударе оставит на металлической пластине забоины. Когда же предстоит обрабатывать мягкие металлы или цветные сплавы, применять необходимо молотки, оснащенные бойками из резины либо дерева.
Удобство работы будет обеспечено при соотношении веса ударного инструмента и этого же параметра правильной плиты, равным 1:100.
Заключение
Алюминий очень податлив, что облегчает работу с ним, а также позволяет легко прогибаться. Если вы случайно согнули кусок алюминия, не думайте, что он испорчен, и выбросьте его. С правильными инструментами вы можете легко выпрямить алюминий, а не тратить деньги на новый кусок металла.


Согните алюминиевый предмет как можно прямее своими руками. В зависимости от толщины алюминия, вы не сможете согнуть его вообще.

Положите алюминиевый предмет на плоскую, твердую поверхность, как бетонный пол. Используйте тепловую пушку, чтобы нагреть часть алюминия, которую вы хотите выпрямить.

Выпрямите алюминиевый предмет руками, когда он начнет нагреваться. Продолжайте добавлять тепло и сгибать его, пока вы полностью не выпрямите его.

Ударьте по нагретому алюминию с резиновым молотком, чтобы удалить любые удары. Теперь вы можете повторно использовать алюминий.

Некоторые производители автомобилей с алюминиевыми деталями кузова утверждают, что они подлежат ремонту – на дилерской СТО. А если официальный сервис недоступен?
Инновационные решения автопроизводителей относительно конструкций и материалов – это очень хорошо с точки зрения развития технологий, ведь полностью алюминиевый кузов получается на 30% легче стального.

К счастью рихтовщиков, полностью алюминиевых кузовов существует совсем немного. Но крылья, капоты, крышки багажника из крылатого металла встречаются чаще.
Чем же отличается алюминий – точнее, сплав на его основе, из которого некоторые автопроизводители (Audi, Land Rover, Jaguar, Mitsubishi, Porsche и т.д.) изготавливают крупные кузовные детали, а то и целые кузовы?

Audi – одна из марок, которые любят использовать алюминиевые сплавы для изготовления частей кузова.
Как рихтовать алюминиевый кузов
Когда речь идет о рихтовке кузова с масштабными повреждениями. очень важно, чтобы не были деформированы элемента силового каркаса, изготовленные из алюминия. К счастью, автомобилей с такой конструкцией немного, ведь исправлять несущие балки из этого металла практически невозможно, тем более что некоторые из них имеют двойную структуру, и изготовлены методом литья.
А вот исправлять деформации менее масштабных частей более реально – крылья, панели дверей, капот и крышка багажника. Но все мастера с опытом советуют прежде, чем взяться за поврежденный фрагмент, хорошо потренироваться на ненужной детали.

Незначительные на первый взгляд повреждения деталей могут вызвать большие проблемы при рихтовке, если они изготовлены из алюминиевого сплава.
- Следует иметь в виду, что в отличие от стальной панели, выстукивание одной локальной зоны алюминиевой детали не влияет на соседние участки.
- Рихтовать деталь из алюминия легче после нагрева поврежденного места. Это можно делать феном или небольшой газовой горелкой. Первое – долго, потому что этот металл имеет высокую теплопроводность, второе – опасно, так как можно случайно прожечь или расплавить металл. Опытные рихтовщики контролируют температуру хозяйственным мылом: если при касании мылом нагретого металла оно начинает кипеть – температура достигла нужного значения.
- С нагревом надо быть осторожным еще и потому, что перегретое место обязательно поднимется локальной "шишкой".
- Хлопун – обширный вспученный участок, который прогибается и "выхлопывается" назад – можно убрать, нагрев и резко охладив его после нагрева, например углекислотным огнетушителем.
- Альтернативный способ зафиксировать визуально невидимый хлопун – усилить панель изнутри слоем шпаклевки, армированной стекловолокном (строительным стекломатом).

Некоторые привычные приемы работы со стальными деталями не действуют, если приходится иметь дело с алюминием.
- В случае, когда алюминиевая деталь "нагартовалась", ее можно "отпустить" – нагреть и затем дать медленно охладиться.
- Если деталь при выстукивании треснула, трещину можно заварить и начинать рихтовку сначала.
- Один из примитивных приемов – при участии фена выстучать помятое место, оставив глобальный провал, который затем заполнить большим количеством шпаклевки.
Рекомендация Авто24
Если возникла необходимость в ремонте алюминиевого кузова, ищите максимально опытного рихтовщика – пусть даже придется заплатить больше денег или долго ждать в очереди. Ведь как показывает опыт профессионалов, около половины их заказов "по алюминию" – это кузова или отдельные детали, которые уже пытался ремонтировать кто-то менее квалифицированный. То есть клиент потерял и время, и деньги примерно в двойном количестве. Ну, а в идеале будет заменить деталь на новую.

Очень долго пытался приладить монтировку к кронштейну в нужном положении, ведь из него во все стороны торчат ось для лапки тормоза, крепления подножки, глушителя, лягушки стопака… И получилось нечто, что на заглавной фотке. Вот с другого ракурса:


Но, к сожалению, у меня ничего не вышло — сначала все пошло как надо, а потом монтировка стала проворачиваться и уперлась в крепление подножки.
Попытка номер два.
Читайте также: