
Гост 6449 допуски и посадки в деревообработке
Добавил пользователь Alex Обновлено: 18.09.2024
Настоящий стандарт распространяется на детали и сборочные единицы из древесины и древесных материалов и устанавливает виды отклонений и допусков формы и расположения поверхностей, а также числовые значения допусков.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины и определения допусков формы и расположения поверхностей - по ГОСТ 24642.
1.2. Допуски формы и расположения поверхностей указывают на чертежах по ГОСТ 2.308.
1.3. Поля допусков, устанавливаемые по данному стандарту, должны ограничивать суммарные погрешности формы и расположения поверхностей деталей и сборочных единиц, включающие величину изменений этих погрешностей при колебаниях влажности материалов в допускаемых пределах.
2. ВИДЫ ОТКЛОНЕНИЙ И ДОПУСКОВ
2.1. Виды отклонений и допусков формы и расположения поверхностей указаны в табл.1.
Виды отклонений и допусков формы и расположения поверхностей
Наименование отклонений (по ГОСТ 24642)
Отклонения и допуски формы
1. Отклонение от прямолинейности:
оси (или линии) в пространстве
2. Отклонение от плоскостности
3. Отклонение от цилиндричности
Отклонения и допуски расположения
4. Отклонение от параллельности:
оси (или прямой) и плоскости;
прямых в плоскости
5. Отклонение от перпендикулярности:
оси (или прямой) относительно плоскости
6. Отклонение наклона плоскости относительно плоскости или оси (или прямой)
7. Отклонение от соосности относительно оси базовой поверхности
8. Отклонение от симметричности относительно базового элемента
9. Позиционные отклонения:
оси (или прямой) в пространстве;
плоскости симметрии или оси в заданном направлении
10. Отклонение от пересечения осей
Допуск пересечения осей
Суммарные отклонения и допуски формы и расположения
11. Отклонение формы заданного профиля
Допуск формы заданного профиля
12. Отклонение формы заданной поверхности
Допуск формы заданной поверхности
1. Отклонения и допуски наклона устанавливают для любых номинальных значений угла наклона, кроме 0°, 90°, 180°.
2. Допускается применение других видов отклонений и допусков формы и расположения поверхностей, предусмотренных ГОСТ 24642.
2.2. Числовые значения допусков формы, допусков расположения, суммарных допусков формы и расположения поверхностей должны соответствовать указанным в табл.2.
Примечание. Указанный ряд числовых значений допусков может быть продлен в сторону больших значений при соблюдении закономерности его построения.
2.3. Допуски плоскостности, прямолинейности, цилиндричности, параллельности, перпендикулярности, наклона, соосности, симметричности и пересечения осей предпочтительно назначать по степени точности в соответствии с табл.3-6.
Допуски плоскостности и прямолинейности
Интервал номинальных размеров
Св. 1000 до 1600
Св. 1600 до 2500
Св. 2500 до 4000
Св. 4000 до 6300
Св. 6300 до 10000
Примечание. Под номинальным размером понимается номинальная длина нормируемого участка. Если нормируемый участок не задан, то под номинальным размером понимается номинальная длина большей стороны поверхности или номинальный больший диаметр торцовой поверхности.
Св. 1000 до 1600
Св. 1600 до 2500
Примечание. Под номинальным размером понимается номинальный диаметр цилиндрической поверхности.
Допуски параллельности, перпендикулярности и наклона
Интервал номинальных размеров
Св. 1000 до 1600
Св. 1600 до 2500
Св. 2500 до 4000
Св. 4000 до 6300
Св. 6300 до 10000
Примечание. Под номинальным размером понимается номинальная длина нормируемого участка. Если нормируемый участок не задан, то под номинальным размером понимается номинальная длина рассматриваемой поверхности (для допуска параллельности - номинальная длина большей стороны).
Допуски соосности, симметричности и пересечения осей в диаметральном выражении
Интервал номинальных размеров
Св. 1000 до 1600
Св. 1600 до 2500
Примечание. Под номинальным размером понимается номинальный диаметр рассматриваемой поверхности вращения или номинальный размер между поверхностями, образующими рассматриваемый симметричный элемент. Если база не указывается, то допуск определяется по элементу с большим размером.
2.4. Рекомендации по выбору видов и числовых значений допусков формы и расположения поверхностей деталей и сборочных единиц изделий из древесины и древесных материалов приведены в приложении.
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ВИДОВ И ЧИСЛОВЫХ ЗНАЧЕНИЙ
ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
1. Выбор видов и числовых значений допусков формы и расположения поверхностей деталей и сборочных единиц определяется:
конструкцией изделия в целом и его составных частей (деталей и сборочных единиц);
техническими требованиями (частными показателями качества), предъявляемыми к изделию, которые должны быть удовлетворены путем назначения соответствующих допусков формы и расположения поверхностей составных частей изделия с учетом их суммарного влияния.
2. Рекомендации по выбору видов допусков формы и расположения поверхностей для некоторых наименований деталей и сборочных единиц приведены в табл.1 настоящего приложения.
Рекомендации по выбору видов допусков формы и расположения поверхностей
Основной конструктивный признак деталей
и сборочных единиц
Рекомендуемый вид допусков формы и расположения поверхностей
1. Брусковые детали с номинально плоскими поверхностями (прямоугольного сечения ножки столов, царги столов и стульев и т.п.)
Допуск плоскостности поверхностей.
Допуск перпендикулярности смежных поверхностей
2. Брусковые детали с двумя номинально параллельными плоскими поверхностями и двумя номинально криволинейными поверхностями (задние ножки стульев и т.п.)
Допуск плоскостности (плоских поверхностей).
Допуск формы заданной поверхности (криволинейных поверхностей)
3. Плоские щиты, имеющие номинальную форму пластей в виде прямоугольника (щитовые элементы мебели, дверные полотна и т.п.)
Допуск плоскостности пластей и кромок (или допуск прямолинейности в плоскости).
Допуск перпендикулярности смежных кромок, а также кромок и пластей
4. Плоские щиты, имеющие номинальную форму пластей в виде трапеции
Допуск плоскостности пластей и кромок (или допуск прямолинейности в плоскости).
Допуск наклона поверхностей смежных кромок
5. Плоские щиты, имеющие номинально криволинейные кромки
Допуск плоскостности пластей (или допуск прямолинейности в плоскости).
Допуск формы заданной поверхности (криволинейных поверхностей)
6. Рамки или коробки из номинально прямолинейных брусков или щитов (оконные створки и коробки, рамки сидений и спинок диванов и т.п.)
Допуск прямолинейности в плоскости (по внутреннему контуру и периметру).
Допуск перпендикулярности смежных кромок, а также кромок и пластей
7. Листовые детали, легкодеформируемые, имеющие номинальную форму пластей в виде прямоугольника (задние стенки корпусной мебели, дно ящика и т.п.)
Допуск плоскостности пластей (или допуск прямолинейности в плоскости).
Допуск перпендикулярности смежных кромок
1. Точность угла между элементами может нормироваться следующими способами:
а) указанием предельных отклонений от номинального угла в угловых единицах по ГОСТ 6449.2;
б) указанием допуска наклона в линейных единицах (при любых номинальных углах, кроме 0°, 90°, 180°);
в) указанием допуска перпендикулярности в линейных единицах (при номинальном угле 90°).
2. Кроме допуска формы заданной поверхности для нормирования геометрической точности поверхностей сложной формы может быть применен способ, основанный на указании предельных отклонений координат отдельных точек поверхности.
3. Числовые значения допусков формы и расположения поверхностей могут быть заданы в нормативно-технической документации на соответствующие виды продукции.
При отсутствии нормативных данных допуски устанавливает конструктор на основе анализа конструкции изделия и предъявляемых к нему требований.
Рекомендации по выбору степеней точности допусков формы и расположения поверхностей приведены в табл.2 настоящего приложения.
Рекомендации по выбору степеней точности допусков формы и расположения поверхностей
ГОСТ 6449.1-82 Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки
Название на английском языке: Products of wood and wooden materials. Tolerance zones for linear dimensions and recommended fits
Коды документа ГОСТ 6449.1-82:
Назначение ГОСТ 6449.1-82: Настоящий стандарт распространяется на детали и сборочные единицы из древесины и древесных материалов и устанавливает поля допусков сопрягаемых и несопрягаемых элементов с номинальными линейными размерами до 10000 мм и рекомендуемые посадки
Документ разработан орг-ей: Министерство лесной, целлюлозно-бумажной и деревообрабатывающей промышленности СССР
Cсылки из текста ГОСТ 6449.1-82 на другие нормативные документы:
Поправки и изменения в документе:
Тип изменения: Текстовое изменение
Номер изменения: 1
Номер при регистрации: 247
Новое значение: -
В данный момент версии документа не доступны для скачивания.
Вы можете загрузить Ваши документы и помочь другим пользователям, это займёт у Вас 1 минуту.
Все права защищены. 2016 ©
Для загрузки Вы можете выбрать один или несколько файлов форматов PDF, DOC, DOCX (MS Word), ODT (Open Office) ZIP или RAR. Максимальный размер одного файла - 10 Мб.

Допуски и посадки в деревообработке
Допуски и посадки в деревообработке
В современном деревообрабатывающем производстве детали изготовляют с использованием принципа взаимозаменяемости.
Взаимозаменяемость — это свойство обработанных деталей обеспечивать возможность их сборки без подгоночных ручных работ при условии, что качество сопряжения в процессе его эксплуатации будет отвечать заданным нормам. Взаимозаменяемость может быть достигнута только при строгом соблюдения допусков и посадок, установленных ГОСТ 6449.1-82 — 6449.5-82.
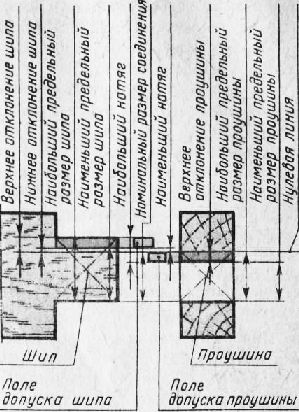
При сопряжении двух деталей, входящих одна в другую, различают внешнюю охватывающую и внутреннюю охватываемую поверхности. Охватывающую поверхность называют отверстием (гнездом или проушиной), а охватываемую — валом (шипом).
Размером называется числовое значение линейной величины (диаметр, длина и т. д.) в выбранных единицах измерения. Действительным размером называется размер, установленный измерением с допустимой погрешностью. Предельные размеры — это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Номинальный размер служит началом отсчета отклонений (нулевая линия на рис. 8). Этот размер устанавливает конструктор расчетом на прочность или на основе эстетических, конструкторских и других соображений.
Допуском называется разность между наибольшим и наименьшим предельными размерами. Величина допустимых отклонений при обработке деталей назначается в соответствии с принятым квалитетов.
Квалитет — это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. ГОСТ 6449.1-82 установлено девять квалитетов: 10, 11…… 18 с обозначениями допусков соответственно 1Т10, 1Т11,…, 1Т18 (в порядке возрастания допусков, т.е. в порядке уменьшения точности). Числовые значения допусков приводятся в справочном приложении к стандарту.
Если две соединяемые между собой детали должны быть в изделии подвижными, то при их сопряжении необходим зазор. Зазором, называется разность размеров отверстия и вала, если размер отверстия больше размера вала. При неподвижном соединении между деталями должен быть натяг. Характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой. Посадки образуют сочетаниями допустимых отклонений валов и отверстий.
Стандарт устанавливает два положения полей допусков отверстий и одиннадцать положений полей допусков валов. Положения полей допусков относительно нулевой линии определяются основными отклонениями, зависящими от интервалов номинальных размеров.
Обозначение поля допуска состоит из обозначения основного отклонения и номера соответствующего квалитета. Например, Н13 — поле допуска ширины проушины, образованное сочетанием основного отклонения Н и допуска по 13-му квалитету: 613 — поле допуска шипа, образованное сочетанием основного отклонения шипа k и допуска по 13-му квалитету.
Допуски углов призматических деталей с длиной меньшей стороны угла Д° 2500 мм установлены ГОСТ 6449.2-82. Допуском угла называют разность между наибольшим и наименьшим предельными углами. Допуски углов назначают в зависимости от номинальной длины меньшей стороны угла. Стандартом установлено семь степеней точности углов: 11, 12,…, 17 с обозначениями допусков соответственно ATI 1, АТ12,…, АТ17.
В массовом производстве изделий из-древесины имеет значение форма деталей и расположение поверхностей, допуски которых установлены ГОСТ 6449.3-82. Различают допуски формы (прямолинейности, плоскостности, цилиндричности, заданного профиля) и допуски расположения поверхностей (параллельности, перпендикулярности, наклона, соосности, симметричности и т. п.).
Стандарт ограничивает суммарные погрешности формы и расположения поверхностей деталей, включающие величину изменения этих погрешностей при колебаниях влажности материалов в допускаемых пределах.
Допуски расположения осей отверстий для крепежных деталей регламентированы ГОСТ 6449.4-82. Допуски выбирают в зависимости от вида и схемы расположения отверстий на сопрягаемых деталях.
Для несопрягаемых размеров, когда нет необходимости в допусках и посадках, неуказанные предельные отклонения и допуски назначают по ГОСТ 6449.5-82, который устанавливает четыре класса точности, условно называемых точный, средний, грубый и очень грубый.
Числовые значения неуказанных допусков приведены в справочном приложении к стандарту.
В этом разделе Вы получите информацию по следующим темам: выбор вида посадок и их обозначение на чертеже; определение и обозначение чистоты обработки поверхности древесины на чертежах.
При изготовлении мебели кустарным способом система додопусков и посадок была не нужна. При массово-поточном производстве мебели и столярно-строительных изделий на специализированных предприятиях, оснащенных высокой техникой, позволяющей обрабатывать детали и элементы изделий с большой точностью, система допусков и посадок необходима. Благодаря этой системе производительность труда на сборочных работах увеличивается в среднем на 30%, подгоночные работы значительно сокращаются, качество изделий повышается, себестоимость снижается.
| Дата введения: | 01.01.1984 | |
|---|---|---|
| 26.03.1982 | Утвержден | Госстандарт СССР |
| Издан | ИПК Издательство стандартов | |
| Издан | Издательство стандартов | |
| Разработан | Министерство высшего и среднего образования РСФСР | |
| Разработан | Министерство лесной, целлюлозно-бумажной и деревообрабатывающей промышлености СССР | |
| Статус документа на 2016: | Актуальный |
Выберите формат отображения документа:

ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
ПОЛЯ ДОПУСКОВ ДЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ И ПОСАДКИ
ГОСТ 6449.1-82
МОСКВА - 1982
РАЗРАБОТАНЫ Министерством лесной и целлюлозно-бумажной промышленности СССР и Министерством высшего и среднего специального образования РСФСР
ИСПОЛНИТЕЛИ
В.А. Куликов, д-р техн. наук; Ф.С. Стовпюк, канд. техн. наук; В.А. Бардонов, канд. техн. наук; Г.А. Корсаков, канд. техн. наук; В.С. Серебряков; Б.И. Иванов
ВНЕСЕНЫ Министерством лесной и целлюлозно-бумажной промышленности СССР
Зам. министра Ю.П. Онищенко
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25 марта 1982 г. № 1286
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ
Поля допусков для линейных размеров и посадки
Products of wood and wooden materials.
Tolerance zones for linear dimensions and recommended fits
ГОСТ
6449.1-82
Взамен
ГОСТ 6449-76
в части раздела 1
Постановлением Государственного комитета СССР по стандартам от 26 марта 1982 г. № 1286 срок действия установлен
с 01.01.1984 г.
до 01.01.1989 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на детали и сборочные единицы из древесины и древесных материалов и устанавливает поля допусков сопрягаемых и несопрягаемых элементов с номинальными линейными размерами до 10000 мм и рекомендуемые посадки.
(Измененная редакция, Изм. № 1).
1.1. Основные положения, термины, определения и обозначения - по ГОСТ 25346-82.
(Измененная редакция, Изм. № 1).
1.2. Поля допусков, устанавливаемые по данному стандарту, должны ограничивать суммарные погрешности линейных размеров деталей и сборочных единиц, включающие величину изменений этих размеров при колебаниях влажности материалов в допускаемых пределах.
2.1. Устанавливается девять квалитетов: 10, 11 . 18 с обозначениями допусков, соответственно 1T 10, 1T 11, . 1T 18..
2.2. Числовые значения допусков приведены в справочном приложении 1.
3.1. Устанавливается два положения полей допусков отверстий и одиннадцать положений полей допусков валов с буквенными обозначениями (чертеж):
отверстий - Н, Is;
валов - а, b, c, h, js, k, t, y, za, zc, zе.
Положения полей допусков относительно нулевой линии определяются основными отклонениями, зависящими от интервалов номинальных размеров.
Числовые значения основных отклонений валов по интервалам номинальных размеров приведены в справочных приложениях 2 и 3.
ze - для размеров до 50 мм;
b - для размеров свыше 500 до 3150 мм;
k - для размеров свыше 3150 мм.
2. Числовые значения основных отклонений, принятых по ГОСТ 25346-82, округлены до 0,01 мм.
(Измененная редакция, Изм. № 1).
3.2. Поля допусков и числовые значения предельных отклонений отверстий должны соответствовать указанным в табл. 1.
3.3. Поля допусков валов, установленные в диапазонах номинальных размеров до 500 мм и свыше 500 до 10000 мм, указаны в табл. 2 и 3.
Числовые значения предельных отклонений валов должны соответствовать указанным в табл. 4 и 5.
Относительные положения полей допусков для данного интервала размеров

(Измененная редакция, Изм. № 1).
4.1. Посадки должны назначаться в системе отверстия.
4.2. Посадки в соединениях деталей и сборочных единиц, образованные сочетаниями полей допусков валов и основных отверстий (H) по настоящему стандарту, приведены в рекомендуемом приложении 4.
Поля допусков и предельные отклонения отверстий
Поля допусков отверстий
Св. 1250 до 1600
Продолжение табл. 1
Поля допусков отверстий
Св. 1250 до 1600
Поля допусков валов для номинальных размеров до 500 мм
Основные отклонения валов
1. Для полей допусков валов, установленных в более ограниченных диапазонах размеров, в числителе указано поле допуска, а в знаменателе - диапазон размеров в миллиметрах.

2. Прямоугольной рамкой
обозначены предпочтительные поля допусков.
Поля допусков валов для номинальных размеров свыше 500 до 10000 мм
Основные отклонения валов
1. Для полей допусков валов, установленных в более ограниченных диапазонах размеров, в числителе указано поле допуска, а в знаменателе - диапазон размеров в миллиметрах.

2. Прямоугольной рамкой
обозначены предпочтительные поля допусков.
Предельные отклонения валов для номинальных размеров до 500 мм
Поля допусков валов
Продолжение табл. 4
Поля допусков валов
Продолжение табл. 4
Поля допусков валов
Предельные отклонения валов для номинальных размеров свыше 500 до 10000 мм
Поля допусков валов
Св. 1600 до 1800
Продолжение табл. 5
Поля допусков валов
Св. 1600 до 1800
Св. 1250 до 1600
Верхнее отклонение es
Нижнее отклонение ei

Предельные отклонения
Верхнее отклонение es
Нижнее отклонение ei
Предельные отклонения
Св. 1600 до 1800
Рекомендуемое
1. Настоящее приложение устанавливает рекомендуемые посадки в соединениях деталей и сборочных единиц из древесины и древесных материалов, а также содержит рекомендации по образованию других посадок из полей допусков валов и основных отверстий (H) по настоящему стандарту.
2. Посадки в соединениях деталей и сборочных единиц из древесины и древесных материалов (соединения на одинарные цельные или вставные шипы, в паз и гребень, в паз, на рейку и т.п.) рекомендуется выбирать из табл. 1 настоящего приложения.
Критерием выбора той или иной посадки должны быть указанные в табл. 1 для каждой посадки в зависимости от ее номинального размера вероятностные предельные зазоры или натяги в соединении, обеспечивающие требуемую прочность, плотность или подвижность соединяемых составных частей изделия.
В первую очередь рекомендуется применять предпочтительные посадки, указанные в табл. 1 в прямоугольных рамках.
3. Образование посадок
3.1. Посадки образовывают сочетаниями полей допусков валов и основных отверстий (Н) по настоящему стандарту. При образовании посадок допуски отверстия и вала могут быть одинаковыми (одного квалитета) или разными. При разных допусках отверстия и вала в посадке рекомендуется, чтобы больший допуск был у отверстия, и допуски отверстия и вала отличались не более чем на два квалитета.
3.2. Вероятностные предельные зазоры или натяги в посадках рассчитывают в такой последовательности.
3.2.1. Определяют среднее значение зазора (Sc) или натяга (Ns) в соединении по формулам, указанным в табл. 2 настоящего приложения.
3.2.2. Вероятностный допуск посадки, мм (ITпос.вер) вычисляют по формуле

,
где IТо - допуск отверстия;
ITв - допуск вала.
для посадок с зазорами:

,

;
для переходных посадок:

,

,
Читайте также: