
Обработка сосны на чпу
Добавил пользователь Валентин П. Обновлено: 19.09.2024
Задачей производства любого изделия является получение качественного продукта, отвечающего инженерным (по размерам, прочности, жесткости) и эстетическим (по внешнему виду, дизайну) требованиям. Взаимное расположение и форма элементов вносят существенный вклад в обеспечение этих требований. Но очень важную роль играет качество поверхности изделия.
С древних времён дерево широко используется человеком. Ещё недавно альтернативы дереву в изготовлении таких серьёзных конструкций как корабли и даже самолёты просто не существовало. И сейчас дерево часто используется для постройки домов, изготовления мебели, посуды, в качестве материала для отделки интерьера. С уверенностью можно сказать, что в быту человек окружён деревянными изделиями. При этом, естественно, хочется ощущать их высокое качество.
Современная обработка древесины
Уникальное свойство дерева заключается в его сравнительно высокой прочности, при одновременной лёгкости обработки. Для распила и резки древесины издавна применяются очень простые инструменты. Однако для получения изделий высокого качества ручная обработка требовала особой искусности. Поэтому художественная мебель и прочие эксклюзивные изделия из дерева всегда были уделом избранных — и стоили очень дорого.
Управляющие программы для фрезерных станков с ЧПУ включают сведения обо всех технологических переходах и позволяют в автоматическом режиме осуществлять полный комплекс работ с заготовкой — от раскроя до финишной обработки. Однако управляющая программа не пишется сама собой — для получения ожидаемого качества готового изделия и обеспечения требуемой чистоты его поверхности необходимо знание секретов технологии обработки.
От заготовки до изделия
- неправильный выбор направления обработки (относительно расположения волокон древесины);
- несоразмерность элементов резьбы с величиной режущего инструмента (диаметра фрезы);
- ошибки выбора сорта древесины (ряд сортов, склонных к образованию ворса не годятся для изделий с мелкими элементами, к примеру, рельефной резьбы);
- неправильная установка режимов обработки.
Финальная обработка поверхности древесины
- путём изначальной обработки поперёк волокон древесины (см. выше), или по диагонали с углом в 20-30 град. к волокнам;
- шлифовальной шкуркой или металлической шлифовальной губкой;
- специальными круглыми щётками с несколькими рядами волокон.
Представляем профессиональный фрезерный станок для обработки камня 1325 Stone. Запуск станка, процесс работы и пример готового изделия на видео.



Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) - путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz - подача на один зуб фрезы (мм)
z - количество зубьев фрезы
n - частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
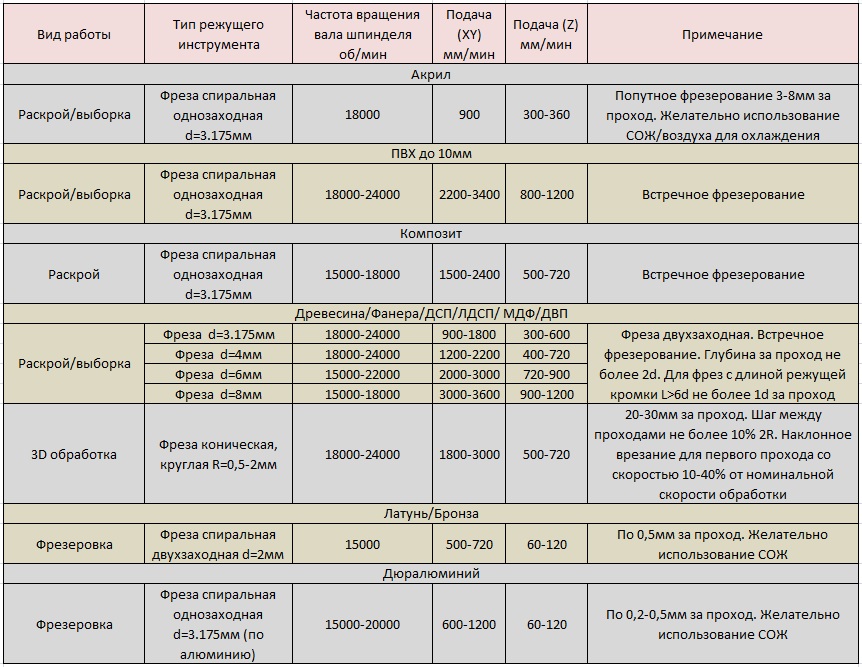
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Фрезеровка дерева на станках с ЧПУ производится следующим образом: заготовка устанавливается на рабочий стол фрезера, задается начало координат и после этого станок начинает свое движение и фрезой производит обработку материала.
В самом простом варианте фрезерный станок с ЧПУ имеет возможность перемещаться по трем координатам:
- лево-право,
- перед-назад,
- верх-низ.
Для более сложных задач могут использоваться станки, которые имеют большее количество степеней свободы, некоторые могут поворачивать шпиндель с фрезой, другие поворачивают сам стол, на котором находится заготовка. Увеличение степеней свободы (4-х или 5-ти координатные фрезерные ЧПУ) приводит к тому, что на станке могут быть обработаны детали более сложной формы и имеющие обратные уклоны. Однако в некоторых случаях возможно производство изделий с обратными уклонами и на 3-х координатном станке, для этого деталь либо разбивают на части и после обработки собирают, либо переворачивают её на столе и обрабатывают за несколько раз.
Виды фрезеровки
ЧПУ фрезеровка может проходить в одной плоскости – вырезка из листа и гравировка, либо быть объемной – 3D фрезеровка по дереву. Если первый процесс обычно проходит с применением одного инструмента, то второй делится на несколько стадий: от черновой до финишной обработки.
Под каждый из этапов подбирается необходимый инструмент, который обеспечит наименее длительный процесс обработки, но в тоже время не допустит ухудшения качества поверхности будущего изделия. На этапе черновой обработки выбирается фреза большего диаметра, способная за один проход снять большое количество материала, именно на этом этапе снимается большее количество дерева. Программа для черновой обработки пишется с некоторым запасом по линейным размерам, это позволяет оставить минимальное количество материала, для дальнейшей чистовой обработки. Чистовая обработка проходит более мелкой фрезой с низкой скоростью, чтобы обеспечить необходимую шероховатость поверхности.
Опилки при фрезеровке
Процесс обработки дерева связан с образованием большого количества опилок и пыли. Древесная пыль очень легкая и быстро поднимается в воздух, постепенно оседая на всех окружающих предметах. Для удаления этой пыли на станках с ЧПУ используют специальные аспирационные системы, которые убирают пыль в момент её появления. Остатки пыли удаляются оператором вручную с помощью специального пылесоса. При резке на большую глубину или при гравировке, стружка в узком пазу может скапливаться и дополнительно перегревать фрезу, для этого такую обработку рекомендуется проводить за несколько проходов с удалением стружки после каждого.
Ворсистость древесины Существуют и нюансы, связанные со структурой самого дерева. Т.к. древесина состоит из очень мелких волокон, то при фрезеровке некоторая их часть распушается, на поверхности образуется ворс. Этот ворс достаточно сложно убрать, а иногда он даже может испортить всё изделия, особенно ярко это выражено при работе с мягкими породами дерева (ольха, липа, сосна). Его обработка осуществляется вручную, изделие до нужной шероховатости доводит моделист. Тоже самое и с годичными кольцами дерева. Подбор инструмента также зависит от породы дерева. В целом гораздо проще работать с твердыми породами дерева такими как дуб, бук, ясень. Изделия из них получаются более долговечными.
Ворсистость древесины
Существуют и нюансы, связанные со структурой самого дерева. Т.к. древесина состоит из очень мелких волокон, то при фрезеровке некоторая их часть распушается, на поверхности образуется ворс. Этот ворс достаточно сложно убрать, а иногда он даже может испортить всё изделия, особенно ярко это выражено при работе с мягкими породами дерева (ольха, липа, сосна). Его обработка осуществляется вручную, изделие до нужной шероховатости доводит моделист. Тоже самое и с годичными кольцами дерева. Подбор инструмента также зависит от породы дерева. В целом гораздо проще работать с твердыми породами дерева такими как дуб, бук, ясень. Изделия из них получаются более долговечными.
Покрытие древесины после фрезерования
Дерево легко впитывает влагу и сохнет, меняя свою геометрию. Уже после фрезеровки изделия его может покоробить, что чаще всего является недопустимым. Чтобы этого не произошло, деревянные заготовки и изделия должны хранится при постоянной низкой влажности.
Еще один важный процесс – нанесение покрытия, которое служит сразу для нескольких целей:
1. Защищает древесину от влаги.
2. Предаёт изделию гладкость поверхности, убирает микронеровности.
3. Создает слой, который защищает деталь от внешних механических воздействий.
Покрытия для разных целей могут применяться разные: краски, лаки, грунтовки.
Фрезеровка древесины на станках с ЧПУ обеспечивает высокую точность изготовления и хороша при производстве серийных изделий: детали делаются по одной программе и имеют отличную повторяемость. Часто визуально нет возможности отличить произведено изделие на ЧПУ фрезере или же сделано вручную.
Применение 3D-фрезеровки по дереву
Фрезеровка дерева на заказ применяется для следующих видов работ:
1. Изготовление модельной оснастки – вакуумная формовка, литейная оснастка.
2. Производство рам, наличников.
3. Мебель, предметы декора.
4. Рекламная и сувенирная продукция.
Область применения очень обширна и ограничивается только вашим воображением. Деревянные модели применяются и в тяжелом машиностроении и для изготовления игрушек.

В данной статье мы расскажем вам об особенностях фрезеровки массива дерева на фрезерных станках с ЧПУ. С помощью станков с ЧПУ, из дерева можно изготавливать мебель, объёмные иконы, декорировать изделия, панно, лестницы и многое другое. Главные преимущества данного процесса в точности и скорости обработки.
Для фрезеровки массива требуются станки с повышенной жесткостью станины. Станина должна быть термически отпущенной и выполненной из стального профиля. Станки легких серий со временем будут копить люфты в узловых соединениях. Под фрезеровку дерева чаще всего приобретают станки с полем 1300*1300 мм – иконы, балясины, панно, декор, например Elixmate SM 1313 является довольно популярной моделью под эти задачи. Если к этому списку добавляется мебель, то тут стоит обратить внимание на станки побольше – поле 1300*2500 мм будет оптимальным решением. Elixmate SM 1325 станок, который чаще всего приобретается под мебельное производство.
Фрезеровка массива как правило ведется на высоких оборотах шпинделя (от 18 000 до 22 000 об\мин).
Чаще всего для работы по раскрою и двухмерной обработки ведут с помощью спиральных однозаходных и двухзаходные фрез, диаметром 3,175 мм или 6 мм.

Таблица с параметрами раскроя фрезами 3.175 мм и 6 мм.

Максимальная глубина захода зависит от фрезы и желаемого качества обработки.
Максимальная глубина реза в слой (при пазовом резе) - Z (D - диаметр фрезы в миллиметрах)
- Мягкие породы: Сосна, Ель, Ольха, Кедр, Липа, Осина, Каштан, Тополь, ДВП, МДФ: Z = 1.5 x D
- Жесткие породы: Дуб, Бук, Вишня, Береза, Груша, Яблоня, Лиственница, Карагач, Ильм, Вяз, Платан, Лох узколистный, Палисандр, Фанера, Модел. пластик: Z = 1 x D
- Твёрдые: Орех, Граб, Ясень, Венге, Акация, Самшит, Клён, Рябина, Кизил, Фисташковое дерево, Мербау, Бамбук, Мутения: Z = 0.6 x D
- Очень твердые породы: Грецкий орех, Акация белая, Амарант, Ипе/Лапачо, Макассар, Олива, Ярра, Ятоба, Сукупира: Z = 0.5 x D
Один из популярных видов обработки массива – с использованием поворотного устройства.
При данном виде обработки заготовка крепится в поворотном устройстве и обрабатывается со всех сторон. Таким образом изготавливают балясины, столбы, статуэтки и другие изделия, где требуется обработка изделия со всех сторон.

Для данного вида обработки чаще всего используются станки с осью Z=300 мм. Так как для обработки средних и крупных заготовок, должен быть запас для размещения поворотного устройства и самой заготовки. По размерам поле чаще всего размера в 1300*1300 мм будет достаточно.
Если речь идёт о тиражировании большими сериями, то тут стоит рассмотреть многошпиндельный станок с 4 и более шпинделями. Одним из таких станков является Elixmate 1313 MX .
 |  |
Многошпиндельный фрезерный станок Elixmate 1313 MX
Основное отличие данного станка от обыкновенного, в том, что он можем единовременно изготавливать 4 изделия, тем самым значительно оптимизируя производство.
Таким образом, в данной статье мы освятили основные моменты и особенности по фрезеровке массива дерева на станках с ЧПУ.
Читайте также: