
Какое условие необходимо выполнить на этапе хранения и сборки изделий из дерева
Добавил пользователь Alex Обновлено: 19.09.2024
Столярные изделия, несмотря на их внешнее различие, изготовляются по одному общепринятому плану. Обычно работа выполняется в такой последовательности: 1) расчет и подготовка к работе; 2) заготовка деталей; 3) строгание заготовок; 4) разметка деталей; 5) обработка деталей; 6) предварительная сборка, пригонка и проверка остова изделия; 7) зачистка; 8) окончательная сборка; 9) отделка.
Расчет и подготовка к работе. Независимо от того, будет ли изготовляться одно или много одинаковых изделий, будут -лй они выполняться одним или многими рабочими, прежде чем приступить к их выполнению, необходимо хорошо продумать следующие вопросы: из какого материала должно быть изготовлено изделие, сколько в нем деталей, какого они размера и формы, как соединены одна с другой, какое потребуется оборудование и инструмент и кзк их наладить; как делать вещь — с чего начать и чем кончать; как обработать детали; в каком порядке собирать их одну с другой; как отделать изделие, чем и как его украсить. :
Лишь хорошо продумав каждый из этих вопросов, можно обеспечить производительную и успешную работу.
При изготовлении даже одного изделия необходимо пользоваться техническим рисунком (эскизом), на котором показаны все части изделия и их соединения. Еще лучше иметь чертеж, где указаны точные размеры частей и подробности их соединений. Если готового чертежа нет и изделие изготовляется по рисунку, рабочий чертеж может сделать сам столяр на подходящем куске доски или фанеры. Изделие на чертеже должно быть в натуральную величину. Такой чертеж столяры называют разбивкой. Разбивки делают в трех видах: вид изделия спереди, сбоку и сверху. Если надо, вычерчивают подробности соединений отдельных деталей. При вычерчивании разбивки придерживаются обычных чертежных правил.
При заготовке деталей чистота поверхности не имеет большого значения. Заготовки деталей выпиливают из досок на круглопиль- ных станках. Вручную заготовку делают изредка топором, но чаще лучковой пилой.
Широкие детали, например крышку стола, стенки шкафа и т. п., заготовляют из нескольких отрезков доски, склеивая их затем в щиты надлежащего размера.
Строгание заготовок. Строганием заготовкам придают совершенно точные размеры, требующуюся форму сечения и чистоту поверхности.
Мелкие детали короче 300 — 400 мм заготавливают ;по нескольку штук в одной заготовке длиной 750 — 1500 мм . После строгания заготовку разрезают на отрезки необходимой' длины.
Все части, имеющие сложную фигурную форму, острагивают предварительно по наружным очертаниям в угольник или в малку. Все же калевки, четверти, фаски, шпунты, галтели, фальцы и т. д. отбирают после первоначального острагивания, иногда после вязки деталей в узлы.
Разметка деталей. При изготовлении единичных изделий обработку деталей ведут, как правило, по разметке. На выстроганной заготовке намечают точную длину деталей и положение их относительно друг друга, а также шипы и гнезда для вязки, шпунты, четверти, калевки и т. п. — словом все, что следует сделать с заготовками для получения из них нужных деталей.
Обработка детален. Обработка деталей заключается в том, что на них нарезают намеченные при разметке гнезда и шипы, производят отборку профилен и шпунтов и т. п.
Сначала следует обрабатывать детали, имеющие проушины и гнезда, так как подогнать шипы к гнездам значительно легче, чем точно выдержать размер самих гнезд.
Предварительная сборка, пригон.к аи проверка остова изделия. Окончательно, подготовленные порознь детали собирают в узлы (рамки, коробки), а затем в изделие. Если детали разного размера, сначала собирают большие и более громоздкие, а затем присоединяют к ним меньшие. При изготовлении единичных изделий сборку ведут сначала без склеивания.
В собранном изделии проверяют правильность и плотность всех соединений. Обнаруженные погрешности исправляют.
Зачистка. После сборки и проверки отдельные части изделия можно было бы склеить и таким образом окончательно скрепить. Однако во время обработки детали неизбежно загрязняются, тускнеют и утрачивают глянец, свойственный хорошо выстроганной поверхности. Кроме того, на деталях остаются отпечатки пальцев, а на поверхности деталей могут быть забои и вмятины от случайных ударов.
Не Следует также забывать, что после склеивания части нельзя разобрать и, когда изделие придется отделывать, очень трудно будет прочистить острые уголки, полученные при соединении частей. В отдельности же легко зачистить любую часть. Поэтому для зачистки изделие снова разбирают на части и каждую деталь застрагивают острым инструментом, который устанавливают так, чтобы он снимал очень тонкую стружку.
Застрагивают и зачищают начисто только те поверхности деталей, которые нельзя обработать рубанком в готовом узле или изделии. Например, при изготовлении табуретки наружная сторона царги и проножки должна быть окончательно обработана еще до сборки, так как выступы ножек над царгами и пронож- ками не дадут зачистить их после склейки. Точно так же необходимо окончательно обработать и наружную сторону филенки, так как филенка поставлена уступом против рамы и застрогать ее после склеивания невозможно. Зачистку надо вести осторожно и внимательно, чтобы.не сострогать боков у шипов и щечек у гнезд. Иначе в пригнанной уже вязке после зачистки могут появиться щели.
Зачисткой поверхностей заканчивают строгальную работу, необходимую для их отделки. Если нужно, отбирают калевки, снимают фаски и т. д. В местах, где нельзя строгать двойником и другим подобным инструментом, чистят циклей.
При изготовлении единичных изделий отдельные детали их метят небольшими метками, чтобы не перепутать при склеивании. Метят обычно цифрами, которые ставят в незаметных местах — на запле- чике шипа, изнутри вязки, на щечке гнезда и т. п., поближе к месту соединения. Перед склеиванием необходимо тщательно проверить, везде ли, где надо, произведена зачистка и можно ли будет незачи- щенные места (если такие есть) зачистить после склеивания.
Окончательная сборка. После зачистки детали собирают в узлы и изделие, строго придерживаясь меток, сделанных при разборке их для зачистки. При этом во всех местах, где нужно, соединения склеивают.
После склеивания изделие снова зачищают. С него счищают потеки и частицы клея, соскабливают пятна и т. п. Лицевую сторону сплошь застрагивают как можно чище шлифтиком (или личником).
При изготовлении сложных изделий выполняют еще ряд работ: 1) пригоняют все отдельные входящие в состав изделия части: дверки, крышки, ящики, полки и т. д.; 2) украшают изделие (обкладывают) карнизом, разными обкладками, резными и точеными украшениями и т. д., ставят фурнитуру.
Отделка. Собраннее изделие окончательно отделывают — шлифуют, окрашивают, лакируют или полируют. Сложные изделия иногда полируют в деталях до окончательной сборки.
Если столярные изделия изготовляют с помощью станков, условия работы изменяются. Машина не только освобождает человека от тяжелого физического труда, но и ускоряет самый процесс. Чтобы сделать, например, вручную заготовку на самый простой шкаф или комод, надо строгать два-три дня, а то и больше. На станке эту работу можно выполнить в несколько минут.
Но станок должен быть исправным. Он требует добросовестного^ ухода и аккуратного обращения. Его необходимо тщательно и точно устанавливать и уметь хорошо управлять им. Недостаток, обнаруженный в работе станка, надо немедленно устранять.
Неисправный станок в руках небрежного и неумелого человека за один час испортит массу материала.
Установка станка — дело тонкое. Сама работа на станке значительно проще, но и здесь нужно приспособиться к машине, чтобы умело работать на ней и всегда давать изделия безупречного качества. Поэтому нужно стремиться к тому, чтобы на станке всегда работал один человек, который и отвечает за его состояние.
В больших мастерских, где работает много рабочих, станки обслуживаются рабочими-станочниками. Они выполняют на станках всю работу по раскрою заготовок, строганию их и обработке деталей, а также отдельных собранных узлов изделия.
Здесь столяр, делающий какую-либо вещь, заготовки на нее не делает. Ее, точно по требующемуся размеру и форме, нарезает станочник — прямую на круглопильном, а кривую — на ленточно- пильном станке. Тот же станочник обрабатывает заготовку точно по размеру и форме — прямые детали на фуговочном и рейсмусном станке, а кривые — на фрезерном.
В подготовленной заготовке станочник продолбит гнезда на долбежном станке, а на фрезерном или на особых станках сделает шипы и проушины, шпунты, пазы, все фигурные вырезы и всю фасонную обработку, наконец, на шлифовальном станке зачистит все поверхности.
Столяр лишь соберет и проверит все соединения, а после склеивания подготовит изделие к отделке. Сборка изделия тоже часто производится в станках с механическим или пневматическим (воздушным) зажимом, а окраска и лакирование — пульверизатором. Столяру при изготовлении такой вещи приходится выполнять вручную лишь недоделки, оставшиеся после машин, и часть сборочных работ. При изготовлении единичных изделий ручной столярной работы гораздо больше.
Для настройки станка требуется одинаковое время, . независимо от того, будет ли на нем обработана одна или много деталей.
Поэтому при изготовлении единичных изделий, для которых надо сделать по две-четыре одинаковых детали, многие детали обрабатывают вручную и лишь для выпиливания и строгания
деталей пользуются станками. Большую часть мелких работ — отверстия и вырезы на деталях — гораздо скорей сделать вручную, чем возиться с настройкой станков для одной-двух деталей.
В такой мастерской работают десятки людей разных профессий под руководством специалистов-инженеров. Каждый работник здесь выполняет определенную часть общей работы.
Изделие изготовляется только по точным утвержденным чертежам. Кроме чертежей на каждое изделие дается спецификация деталей изделия, т. е. перечень всех его частей. Составляется точный производственный план, в котором записывается, сколько изделий, каких именно и в какое время должно быть сделано.
В соответствии со спецификацией изделия и возможностями мастерской разрабатывается технологический процесс производства изделия, т. е. последовательность обработки материала с указанием станков, приспособлений и инструментов, необходимых для каждой операции.
Технологический процесс всякого изделия записывается в особую ведомость по определенной форме, принятой в данной мастерской, и служит для руководства всех работников мастерской.
В мелкой столярной мастерской, где работает всего несколько человек и изготовляется лишь по одной-две штуки разнообразных изделий, столяру чаще всего приходится самому устанавливать и налаживать станки и работать на любом из них, если это облегчает или ускоряет его работу. Понятно, что здесь станки поручаются самому искусному из работающих столяров.
Смотрите также:
ЛИТЕРАТУРА. Алексеева Е. П., Дремин А. А. и др. Сделай сам простую красивую мебель.
Изготовление и отделка деревянной мебели. Встроенная мебель.
Деревянная мебель состоит из отдельных элементов, соединяемых между собой при помощи неразборных соединений (шины или деревянные гвозди (нагели) на клею) н разборных.
Из дуба делают не только мебель, его также используют и в кораблестроении, машино и вагоностроении. По сравнению с дубом бук не слишком дорогой.
Для изготовления мебели вам понадобятся в основном четыре вида материалов: деревянные бруски, доски, листы (фанерные и др.), плиты.
Изготовление и отделка деревянной мебели. Встроенная мебель.
Принципы конструирования мебели. Мебель для детской, детские кровати и столы.
Изготовление и отделка деревянной мебели. Встроенная мебель. Встроенные шкафы перегородки, раздвижные двери.
В нашей стране, особенно в России, деревянная архитектура, отделка интерьеров, мебель, разнообразные бытовые вещи, выполненные из дерева.
К тому же при сверлении отверстий в деревянных деталях мебели. из-за большой частоты вращения сверла приходится соблюдать особую.
Изготовление и отделка деревянной мебели. Встроенная мебель.
Принципы конструирования мебели. Мебель для детской, детские кровати и столы.
мебели , необходимо произвести пробную (примерочную) их сборку. Без нее по.
Изготовление и отделка деревянной мебели. Встроенная мебель.
Современное столярное производство пополнилось также некоторыми новыми видами
лишь изучив образцы народной мебели, мебельно-сто-лярных изделий прошлых времен.
Строительство и ремонт. Столярные работы. в сельском доме. А.М. Шепелев.
Применяют в жилищном строительстве, в мебельном, фанерном и других производствах.
. ДВП, древесностружечные плиты — ДСП, столярные изделия, деревянные конструкции)
мебельное производство; прочие деревообрабатывающие производства (древесной муки.

Технологический процесс — это последовательность технологических операций, необходимых для изменения формы, размеров, качества и свойств перерабатываемого материала.
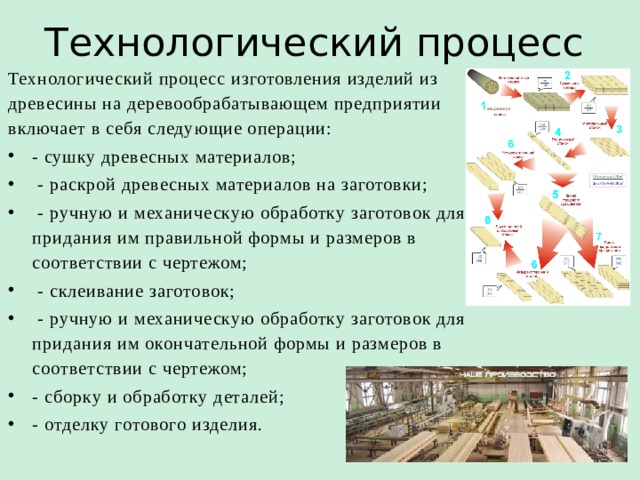
Технологический процесс изготовления изделий из древесины на деревообрабатывающем предприятии включает в себя следующие операции:
Изделие из древесины может состоять из одной или нескольких деталей. Как вы уже знаете, деталью называется изделие, выполненное из однородного материала без сборки. Если изделие состоит из одной детали, то оно называется однодетальным (рис. 3.15). Более сложные изделия состоят из нескольких деталей, они называются многодетальными .

В зависимости от назначения изделия в его деталях могут быть различные конструктивные элементы: выступы, рёбра, отверстия и т. д. На рисунке 3.16 в скворечнике имеется технологический элемент — отверстие.
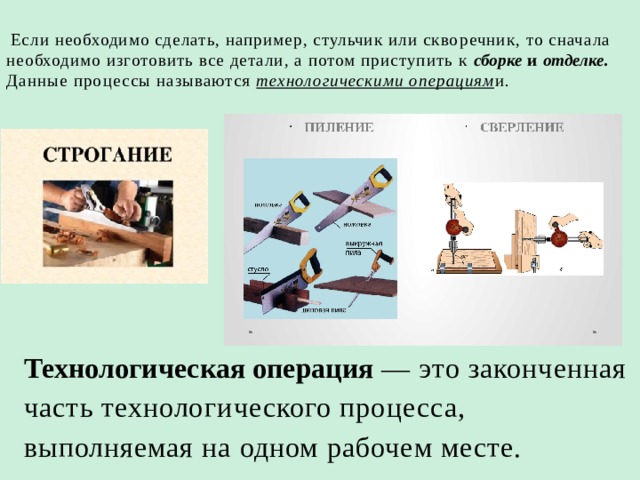
Если необходимо сделать, например, стульчик или скворечник, то сначала необходимо изготовить все детали, а потом приступить к сборке и отделке. Данные процессы называются технологическими операциям и.
Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
При изготовлении изделия из древесины необходимо:
- - составить план работы, предусматривающий последовательность необходимых операций;
- - изучить или разработать графическую и техническую документацию — эскизы, чертежи, технологическую карту;
- - определить и подобрать материал, из которого будут изготавливаться детали изделия;
- - определить размеры, форму заготовок и припуск на обработку;
- - определить технологию изготовления заготовок, последовательность сборки и вид отделки;
- - подобрать инструменты и оборудование, необходимые для работы.
Для разработки и выполнения технологического процесса изготовления заготовок (деталей, изделий) из древесины составляют специальную технологическую документацию .
Вы уже знаете, что технологическая карта — форма технологической документации, в которой записан весь процесс создания изделия. Пример технологической карты для изготовления доски приведён ниже.
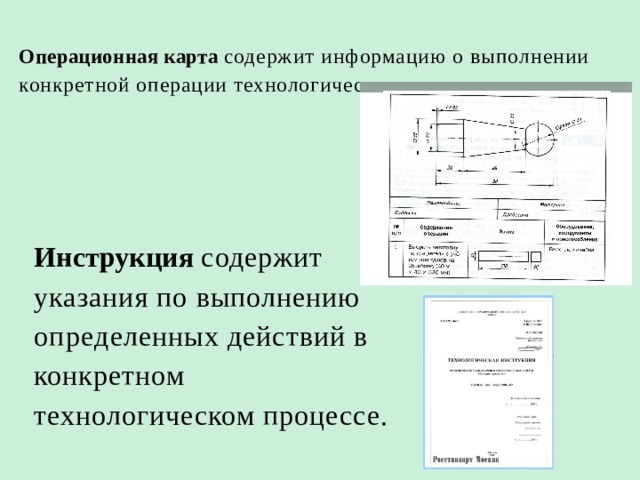
Операционная карта содержит информацию о выполнении конкретной операции технологического процесса.
Инструкция содержит указания по выполнению определенных действий в конкретном технологическом процессе.
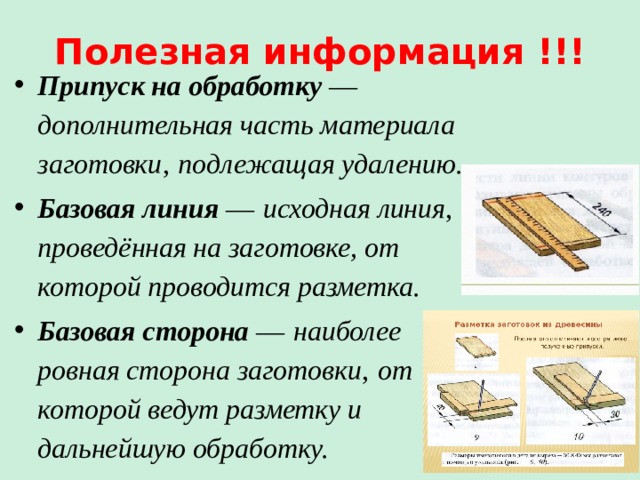
Полезная информация .
Основные понятия и термины: технологический процесс, однодетальные и многодетальные изделия, сборка и отделка изделий, технологическая операция, припуск на обработку, базовая линия, базовая сторона, технологическая карта.
Вопросы и задания
- 1. Перечислите технологические операции, составляющие технологический процесс изготовления изделий из древесины на деревообрабатывающем предприятии.
- 2. Чем отличаются однодетальные изделия от многодетальных? Приведите примеры однодетальных и многодетальных изделий из древесины.
- 3. Зачем на обрабатываемой заготовке оставляют припуск?
- 4. Что такое базовая линия и базовая сторона? Как они используются при работе с заготовкой?
Задание: 1.Подберите инструменты, оборудование и материалы, необходимые для работы. 2.Составьте технологическую карту для изготовления выбранной вами игрушки.
Знаешь ли ты, что для получения качественного изделия заготовку нужно обрабатывать в определённой последовательности?
Частью производственного процесса является технологический процесс. Это последовательность действий при обработке заготовки для получения какой-либо отдельной детали изделия (например, ножки стола или стула) или при сборке изделия из отдельных деталей.
В свою очередь, технологический процесс состоит из технологических операций.
- подготовительные (выбор заготовок и их разметка);
- обрабатывающие (пиление, строгание, сверление отверстий);
- отделочные (зачистка поверхностей деталей, сборка изделия, лакирование или окрашивание).
На рисунке 18 показан технологический процесс изготовления планки деревянной подставки под горячую посуду (общий вид подставки — см. Приложение, рис. 173).
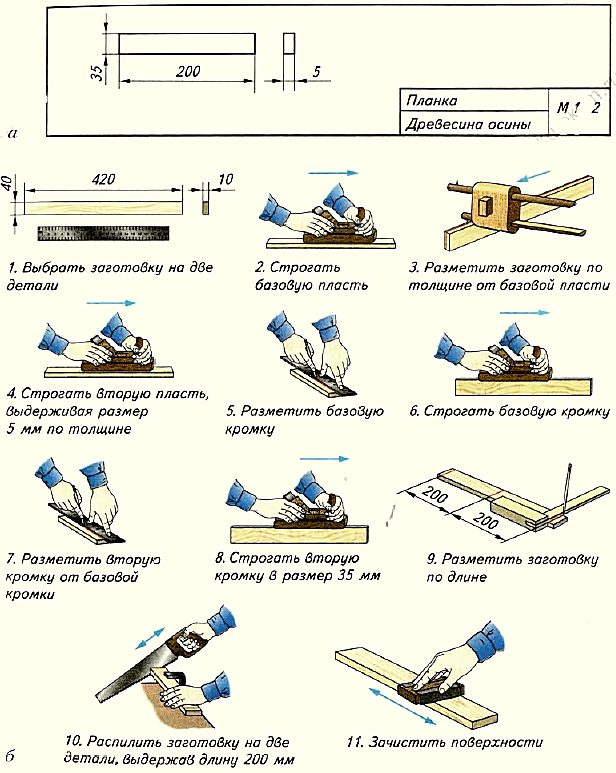
Рис. 18. Изготовление планки для декоративной подставки под горячую посуду: а — чертёж; б — технологический процесс (1—11)
Обычно в учебных мастерских школьники работают по технологической карте (имеющей вид таблицы), в которой в упрощённом виде излагается технологический процесс изготовления детали (табл. 1)
Таблица 1 Технологическая карта изготовления детали (см. рис. 18) (фрагмент на примере операции 1)

Знакомимся с профессиями
На предприятиях технологические процессы разрабатывают технологи. Технолог устанавливает последовательность операций, выбирает вид заготовки, инструменты и приспособления, определяет квалификацию рабочего, необходимую для выполнения данной работы.
Практическая работа № 4
Разработка последовательности изготовления детали из древесины
- Рассмотри выданный учителем чертёж детали из древесины или эскиз детали из своего творческого проекта.
- Запиши в рабочую тетрадь последовательность изготовления этой детали.
- Определи, какие инструменты понадобятся для изготовления детали, и запиши их названия в рабочую тетрадь.
Если захочется сделать деталь, изображение которой отсутствует в учебнике, выполни поиск в Интернете и запиши последовательность технологических операций для найденной детали.
Новые слова и понятия
Производственный процесс, технологический процесс, технологическая операция, технологическая карта, технолог.

Технологический процесс — это последовательность технологических операций, необходимых для изменения формы, размеров, качества и свойств перерабатываемого материала.
Технологический процесс изготовления изделий из древесины на деревообрабатывающем предприятии включает в себя следующие операции:
Изделие из древесины может состоять из одной или нескольких деталей. Как вы уже знаете, деталью называется изделие, выполненное из однородного материала без сборки. Если изделие состоит из одной детали, то оно называется однодетальным (рис. 3.15). Более сложные изделия состоят из нескольких деталей, они называются многодетальными .
В зависимости от назначения изделия в его деталях могут быть различные конструктивные элементы: выступы, рёбра, отверстия и т. д. На рисунке 3.16 в скворечнике имеется технологический элемент — отверстие.
Если необходимо сделать, например, стульчик или скворечник, то сначала необходимо изготовить все детали, а потом приступить к сборке и отделке. Данные процессы называются технологическими операциям и.
Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
При изготовлении изделия из древесины необходимо:
- - составить план работы, предусматривающий последовательность необходимых операций;
- - изучить или разработать графическую и техническую документацию — эскизы, чертежи, технологическую карту;
- - определить и подобрать материал, из которого будут изготавливаться детали изделия;
- - определить размеры, форму заготовок и припуск на обработку;
- - определить технологию изготовления заготовок, последовательность сборки и вид отделки;
- - подобрать инструменты и оборудование, необходимые для работы.
Для разработки и выполнения технологического процесса изготовления заготовок (деталей, изделий) из древесины составляют специальную технологическую документацию .
Вы уже знаете, что технологическая карта — форма технологической документации, в которой записан весь процесс создания изделия. Пример технологической карты для изготовления доски приведён ниже.
Операционная карта содержит информацию о выполнении конкретной операции технологического процесса.
Инструкция содержит указания по выполнению определенных действий в конкретном технологическом процессе.
Полезная информация .
Основные понятия и термины: технологический процесс, однодетальные и многодетальные изделия, сборка и отделка изделий, технологическая операция, припуск на обработку, базовая линия, базовая сторона, технологическая карта.
Вопросы и задания
- 1. Перечислите технологические операции, составляющие технологический процесс изготовления изделий из древесины на деревообрабатывающем предприятии.
- 2. Чем отличаются однодетальные изделия от многодетальных? Приведите примеры однодетальных и многодетальных изделий из древесины.
- 3. Зачем на обрабатываемой заготовке оставляют припуск?
- 4. Что такое базовая линия и базовая сторона? Как они используются при работе с заготовкой?
Задание: 1.Подберите инструменты, оборудование и материалы, необходимые для работы. 2.Составьте технологическую карту для изготовления выбранной вами игрушки.
Читайте также: