
Шероховатость поверхности допуски и посадки
Добавил пользователь Владимир З. Обновлено: 19.09.2024
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем допуски и посадки.
Любая операция механической обработки связана с получением из исходной заготовки детали определенной формы, размеров и с заданной шероховатостью поверхностей. В технологических документах требования к обрабатываемой детали указываются в соответствии с установленными правилами и понятиями. Рассмотрим кратко эти понятия применительно к фрезерным операциям.
Допуски и посадки. Числовые значения элементов деталей выражаются размерами, которые указывают на чертежах и операционных эскизах как размеры номинальные, заданные. Эти размеры могут быть линейными и угловыми, т.е. определяющими значения углов.
Для обеспечения взаимозаменяемости деталей на все размеры чертежей указывают предельно допустимые отклонения. Действительный размер обработанной детали, т.е. размер, установленный измерением с допустимой погрешностью, не должен выходить за определенные пределы, называемые допуском. Допуск – это разность между наибольшим и наименьшим предельными размерами, которые определяются по номинальному размеру и заданным отклонениям.
Основным документом для назначения допускаемых отклонений на линейные размеры является Единая система допусков и посадок (ЕСДП). Основные положения системы определены ГОСТ 25346–89 и ГОСТ 25347–82 в ред. 1992 г.

Рис. 2.4. Предельные размеры сопрягаемых деталей:
а – соединение с зазором; б – соединение с натягом
В системе допусков и посадок рассматривают только предельные размеры. Больший из двух предельных размеров (рис. 2.4) называется наибольшим предельным размером (Dmax, dmax), а меньший – наименьшим предельным размером (Dmin, dmin). Например, конструктор установил, что нормальная работа сопрягаемых деталей (рис. 2.4, а) обеспечивается при следующих предельных размерах (мм):

Такое сопряжение определяется как сопряжение с зазором. Если отклонение размеров будет назначено (рис. 2.4, б):

то сопряжение определится как соединение с натягом.
Но в любых случаях вал и отверстие деталей должны быть изготовлены с дейтвительными размерами в пределах заданных охранении. При расчетах отклонений размеров сопрягаемых элементов обычно за базу берут нулевую линию сопряжения (рис. 2.5): для отверстия ЕS = Dmax – Dн, для вала es = dmax – dн.

Рис. 2.5. Схема поля допуска сопрягаемых деталей:
а – соединение с зазором; б – соединение с натягом
Для рассматриваемого примера (см. рис. 2.5, а):
ES = 25,052 – 25,000 = 0,052; es = 24,960 – 25,00 = – 0,040.
Нижние предельные отклонения для отверстия ЕI = Dmin – Dн,
Для рассматриваемого примера (см. рис. 2.5, а):
ЕI = 25,000 – 25,000 = 0; еi =24,927 – 25,000 = – 0,073.
Таким образом, предельные отклонения могут быть положительными, отрицательными и равными нулю.
Допуском размера Т будет разность между наибольшим и наименьшим размерами:
Для рассматриваемого примера (см. рис. 2.5, а):
ТD = 25,052 – 25,000 = 0,052; Тd = 24,960 – 24,927 = 0,033.
Допуск определится и как абсолютная величина алгебраической разности между верхним и нижним предельными отклонениями.
Допуск – величина всегда положительная. Полем допуска называют зону, ограниченную линиями соответствующих предельных отклонений.
Для простоты обеспечения нужного вида сопряжения деталей принято учитывать либо отклонения отверстия, либо вала. Это и положено в основу образования и применения двух систем посадок – отверстия (СА) и вала (СВ).
В системе отверстия поле допуска на изготовление отверстия для одного и того же размера и квалитета остается постоянным, а различные посадки достигаются путем изменения размеров вала (рис. 2.6, а). Отверстие в этой системе является основным. На схеме поля допуска нижнее предельное отклонение отверстия совпадает с нулевой линией. Буква Н на чертежах характеризует систему отверстия.

Рис. 2.6. Построение посадок:
а – в системе отверстия; б – в системе вала
В системе вала поле допуска на изготовление вала для одного и того же размера и квалитета остается постоянным, а различные посадки достигаются путем изменения размеров отверстия (см. рис. 2.6, б). Вал в этой системе является основным. На схеме поля допуска верхнее предельное отклонение вала совпадает с нулевой линией. На чертежах буква h характеризует систему вала.
Положение отклонений относительно нулевой линии в ЕСДП обозначают буквами латинского алфавита, прописными буквами – для отверстий, строчными – для валов (рис. 2.7). При этом за исходное принято положение Н для отверстия (нижнее отклонение находится на нулевой линии) и h для вала (верхнее отклонение находится на нулевой линии). Числовые значения отклонений и допусков в ЕСДП нормируются номерами квалитетов, которых насчитывается 19. В зависимости от значения размера и номера квалитета таблицами определены числовые значения верхних и нижних отклонений.

Рис. 2.7. Основные отклонения отверстий (а) и валов (б), принятые ЕСДП
Операциями механической обработки могут быть получены точности размеров, соответствующие квалитетам 7. 14. При обозначении размеров на операционных эскизах (см. рис. 2.3) отклонения указывают буквой, а квалитет – числом (например, h10). При указании размеров в сопряжений деталей (например, на сборочных чертежах) рядом с размером указывают заданную посадку в виде дроби. В числителе содержится обозначение отклонения и квалитет отверстия, в знаменателе – аналогичные характеристики вала. Например, в системе отверстия ∅ 45 H9/f8, в системе вала ∅ 25 F9/h8.
Отклонения формы обрабатываемых поверхностей. Отклонением формы называется отклонение формы реальной поверхности (ограничивающей тело и отделяющей его от окружающей среды) от формы номинальной поверхности, заданной чертежом. Отклонение формы рассматривается либо на всей поверхности, либо на ограниченном нормируемом участке. Параметром для количественной оценки отклонения формы является наибольшее расстояние от точек реальной поверхности до прилегающей поверхности в пределах некоторого участка. Это расстояние измеряют по нормали к прилегающей поверхности.
Согласно требованиям ГОСТ 2.308–79* (СТ СЭВ 368–76) допуски формы поверхностей на чертежах указывают условными обозначениями (рис. 2.8), а в технических требованиях – текстом.

Рис. 2.8. Условные обозначения допуска формы и расположения поверхностей

Рис. 2.9. Примеры обозначения допустимых отклонений:
от плоскостности (а, б, в), прямолинейности (г, д, е), параллельности (ж, з),
перпендикулярности (к) и совместно от плоскостности и параллельности (и)
В большинстве фрезерных операций основным обрабатываемым элементом являются плоскости. К плоскостям и их взаимному расположению предъявляются различные требования, которые записываются на операционных эскизах и чертежах. Отклонение от плоскостности на чертеже относится ко всей обрабатываемой плоскости, к ее определенному участку либо к тому и другому. В первом случае допуск указан на всю обрабатываемую плоскость (рис. 2.9, а). Допуск относится к любому участку плоскости, имеющему площадь 300x300 мм, если обозначение соответствует рис. 2.9, б. При варианте, показанном на рис. 2.9, в, допуск 0,1 мм задан ко всей плоскости, а допуск 0,05 мм относится к любому участку плоскости, имеющему площадь 200x200 мм.
Отклонение от прямолинейности на чертеже указывается также либо по отношению ко всей плоскости (рис. 2.9, г), либо к участку заданной длины (рис. 2.9, д), либо на всю плоскость и участок длины (рис. 2.9, е).
Отклонение от параллельности обрабатываемой контролируемой плоскости задается относительной базовой плоскости, обозначаемой буквой или зачерненным треугольником (рис. 2.9, ж, з). На чертеже возможно задание совмещенных допусков, например плоскостности и параллельности, в том числе и на базовую плоскость (рис. 2.9, и).
Отклонение от перпендикулярности определяют как неперпендикулярность проекций плоскостей на общую теоретическую плоскость (рис. 2.9, к).
Точность угла между плоскостями может быть задана двумя способами: а) указанием предельных отклонений от номинального угла в угловых единицах (ГОСТ 8908–81 или СТ СЭВ 178–75); б) указанием допуска наклона в линейных (мм) единицах (рис. 2.10).

Рис. 2.10. Указание отклонений наклона поверхности (Б) относительно базовой (А)
Нормирование геометрической точности поверхностей сложной формы производят либо допуском формы заданного профиля и поверхности (рис. 2.11, а), либо предельными отклонениями (рис. 2.11, б) и раздельными допусками (рис. 2.11, в).
В первом случае (рис. 2.11, а) значение допуска на профиль (например, 0,2 мм) проставляется в рамке условного обозначения перед рамкой с заданными базовыми поверхностями АБ. В квадратах указывают номинальные размеры вертикальные – 10, 12…21 и горизонтальные – 0, 8, 16. 40, определяющие положение точек контроля профиля относительно базовых поверхностей. Поле допуска (0,2 мм) указывает на симметричное (± 0,1 мм) расположение точек действительного профиля относительно номинального профиля в заданных точках контроля по нормали к номинальному профилю.
Задание точности профиля предельными отклонениями (см. рис 2.11, б) или раздельными допусками (см. рис. 2.11, в) определяет допустимое положение действительного профиля в контролируемых точках относительно номинального размерами с отклонениями (см. рис. 2.11, б) или непосредственно допуском (см. рис. 2.11, в).

Рис. 2.11. Указание отклонений криволинейных поверхностей
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, образующих рельеф обработанной поверхности. Шероховатость оказывает большое влияние на эксплуатационные характеристики деталей, и на операционных эскизах ее всегда указывают в соответствии с установленными ГОСТ 2789–73 и ГОСТ 2.309–73* требованиями.
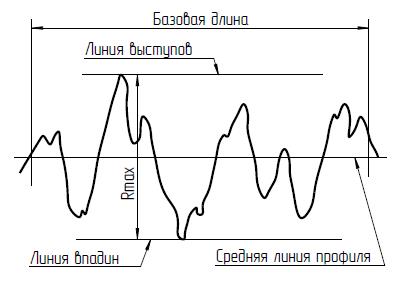
Шероховатость поверхности оценивают по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью в пределах ограниченного участка, длина которого называется базовой длиной l (рис. 2.12). Отсчет отклонений производят от базы, которой является средняя линия профиля.

Рис. 2.12. Параметры шероховатости
Основными параметрами шероховатости, которые указываются на операционных эскизах, являются параметры Ra и Rz.
Параметр Rа – среднее арифметическое отклонение профиля. Это отклонение есть среднее арифметическое из абсолютных значений отклонений профиля yi от вершин до средней линии в пределах базовой длины. Для определения данной характеристики необходимо просуммировать все значения расстояний yi (см. рис. 2.12) от линии профиля до средней линии и разделить эту сумму на количество измеренных расстояний n , мкм:

Параметр Rz – высота неровностей профиля по десяти точкам. Это отклонение есть сумма средних абсолютных значений высот пяти наибольших выступов профиля y pmi и глубин y vmi пяти наибольших впадин профиля в пределах базовой длины, мкм:

При нормировании шероховатости различают также наибольшую высоту неровностей профиля Rmax, мкм, средний шаг неровностей Sm, мм, относительную длину профиля tр, %.
Для обозначения шероховатости на чертеже применяют определенные знаки. Основной знак (рис. 2.13, а) обозначает шероховатость поверхности, метод обработки которой на чертеже не устанавливается. Знаком на рис. 2.13, б обозначается шероховатость, образованная обязательным удалением слоя металла. Знак на рис. 2.13, в указывает шероховатость, образованную без удаления слоя материала (литьем, ковкой и др.)

Рис. 2.13. Знаки для указания шероховатости
Числа, которые пишутся под знаком (рис. 2.13, ж, з), указывают либо максимально допустимую величину Rа в мкм, либо допустимую величину Rz.
Обязательное удаление слоя металла одним из методов механической обработки (точением, фрезерованием, сверлением и т.д.) для достижения задаваемой шероховатости указывается знаком, показанным на рис. 2.13, б и г. Этим знаком указывают допустимую величину Rz (рис. 2.13, д), пределы величины Ra (рис. 2.13, е). Параметры шероховатости поверхности, которые могут быть получены при фрезеровании, указаны в табл. 2.1.
2.1. Шероховатость поверхности и точность, достижимые при фрезеровании заготовок

Волнистость поверхности – это совокупность периодически повторяющихся неровностей, у которых расстояние между смежными возвышенностями или впадинами превышает базовую длину. Волнистость занимает промежуточное положение между шероховатостью и отклонениями формы поверхности.
Параметры волнистости – высота Wz, средний шаг Sw, наибольшая высота Wmax. При скоростном фрезеровании плоскостей высота волны может достигать 1,4…6,0 мкм с шагом 1,6. 5,2 мкм.
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:

Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Маркировка структуры поверхности
При нанесении обозначений в рабочей документации, чертежах применяются специальные знаки для характеристики материала, которые регламентируются стандартом ГОСТ 2.309-73.

Правила нанесения знаков на чертежах
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.

Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Особые условия
Для обеспечения условий взаимозаменяемости назначение шероховатости сопряженных поверхностей может проводиться в зависимости от точности сопряжения (выбранной посадки) и степени точности (выбранного квалитета).

При выборе шероховатости поверхности следует учитывать, что значение Rz должно составлять лишь некоторую часть допуска на размер δр.
Для квалитетов с 5-го по 10-й шероховатость Rz ≤ 0,25•δр; для квалитетов грубее 10-го шероховатость Rz ≤ 0,125•δр.
Если в конструкции сопряжений, согласно требованиям к эксплуатационным качествам деталей, необходимо ограничить отклонение формы или отклонение расположения по сравнению с допуском на размер, то соответственно должна быть ограничена и шероховатость поверхности.
Минимальная шероховатость поверхности Ra в зависимости от допусков размера и формы
Минимальные требования к шероховатости поверхности в зависимости от допусков размера и формы приведены в таблице ниже. Этой таблицей можно пользоваться при назначении норм шероховатости, если по условиям сборки или работы изделия шероховатость поверхности не требуется ограничить более жесткими пределами.
НИОКР в машиностроении
Инновационное импортозамещение
г. Коломна, Московская область
Россия, 140400
Содержание
- Наша группа инженеров
- Услуги
- Результаты
- Инженерные расчёты онлайн
- Информация для инженеров
- Статьи
Услуги и опытная продукция
- Опытно-конструкторские работы
- Инженерные расчёты и моделирование
- Экспертиза и анализ
- Расчёт, конструирование и модернизация торцевых уплотнений, изготовление опытных образцов
- Обход патентов конкурентов
- Погодозависимая автоматика отопления и горячего водоснабжения
- Микропроцессорные устройств мониторинга и диагностики
© Copyright Шепелёв А.В & Шепелёв В.А. | Информация настоящего сайта защищена Гражданским кодексом РФ, а также другими международными законами. Копирование и/или использование любой части информации с настоящего сайта без указания прямой ссылки на него и без согласия авторов не допускается. Информация, опубликованная на настоящем интернет-ресурсе, не является публичной офертой, предоставлена по принципу "как есть", без каких-либо гарантий. Уточнённые инженерные расчеты и консультации, а также опытно-конструкторские работы, выполняются на договорных условиях.
Шероховатость поверхности - совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
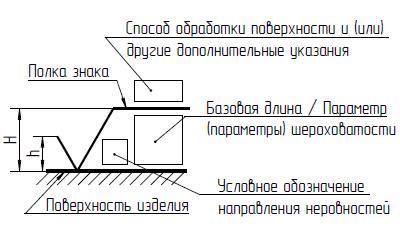
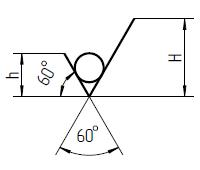
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
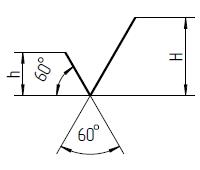
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5. 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
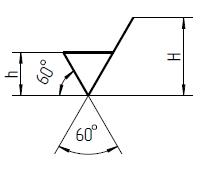
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
   | Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. |
  | Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. |
 | Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. |
 | Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. |
 | Указана шероховатость поверхностей образующих контур. |
 | Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Условные обозначения направлений неровностей поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
 | Параллельное направление неровностей (параллельно линии, изображающей на чертеже поверхность). |
 | Перпендикулярное направление неровностей (перпендикулярно к линии, изображающей на чертеже поверхность). |
 | Перекрещивающееся направление неровностей (перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность). |
 | Произвольное направление неровностей (различные направления по отношению к линии, изображающей на чертеже поверхность). |
 | Кругообразное направление неровностей (приблизительно кругообразно по отношению к центру поверхности). |
 | Радиальное направление неровностей (приблизительно радиально по отношению к центру поверхности). |
 | Хаотичное направление неровностей. |
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.
Читайте также: