
Принцип построения системы допусков и посадок
Добавил пользователь Skiper Обновлено: 19.09.2024
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обусловливает их качество.
Первый принцип построения СДП (установлено 20 квалитетов и определены формулы для расчета допусков)
Было принято, что две или несколько деталей разных размеров следует считать одинаковой точности (принадлежащими одному квалитету), если их изготавливают на одном и том же оборудовании при одних и тех же условиях обработки (режимах резания и т. д.).
Отсюда следует, что точность валов, изготовленных, например, шлифованием, во всем диапазоне диаметров одинакова, несмотря на то что погрешность обработки, как показали эксперименты, растет с увеличением размера обрабатываемой детали (рис. 1.3).


Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть (а) характеризовала тип станка, другая — зависела лишь от размера детали ():


Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов г системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными.
Третий принцип построения СДП (предусмотрены системы образования посадок)
Предусмотрены посадки в системе отверстия и в системе вала.
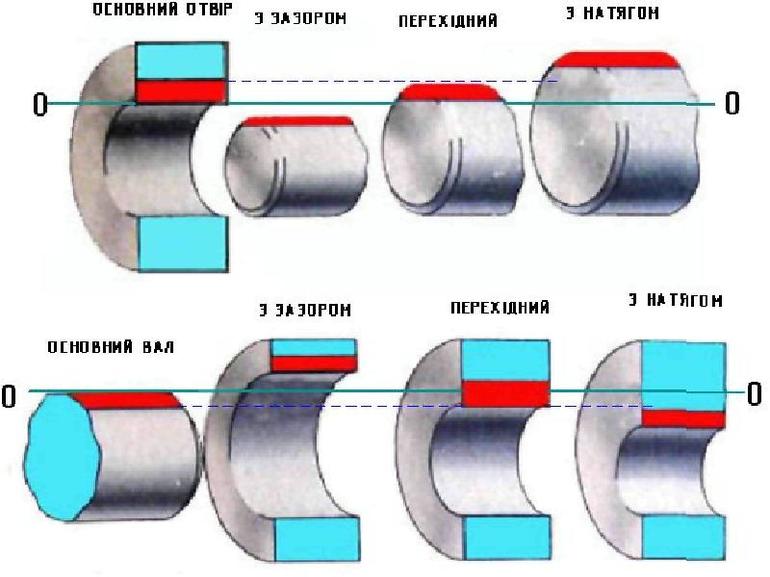
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а).
Основное отверстие (Н) — отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б).
Основной вал (h) — вал, верхнее отклонение которого равно нулю.

Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками на одном валу. На рис. 1.6, а показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 1.6, в), а не в системе отверстия (рис. 1.6, б).
Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут быть изготовлены из точных холоднотянутых прутков без дополнительной механической обработки их наружных поверхностей.
В некоторых случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной. Такие посадки называются внесистемными.

Четвертый принцип построения СДП (установлена нормальная температура)
Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре +20 °С.
Цель работы: Научиться рассчитывать точностные параметры стандартных соединений по расчетным формулам и определять характер соединения деталей.
Общие теоретические сведения
Определения терминов по ГОСТ 25346—89.
Размер — числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения.
Действительный размер — размер элемента, установленный измерением с допустимой погрешностью.
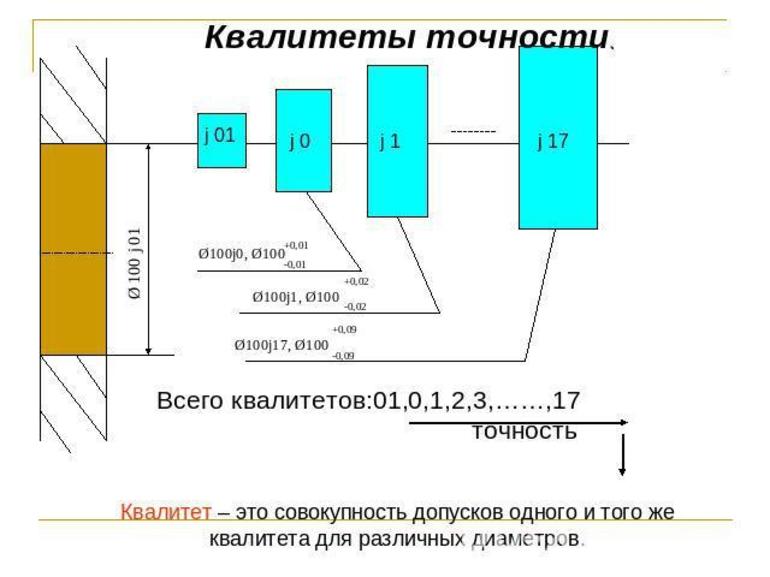
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
Зазор (S) — разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
Натяг (N) — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т. е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (см. ниже).
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т. е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (см. ниже).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (см. ниже).
Основные понятия
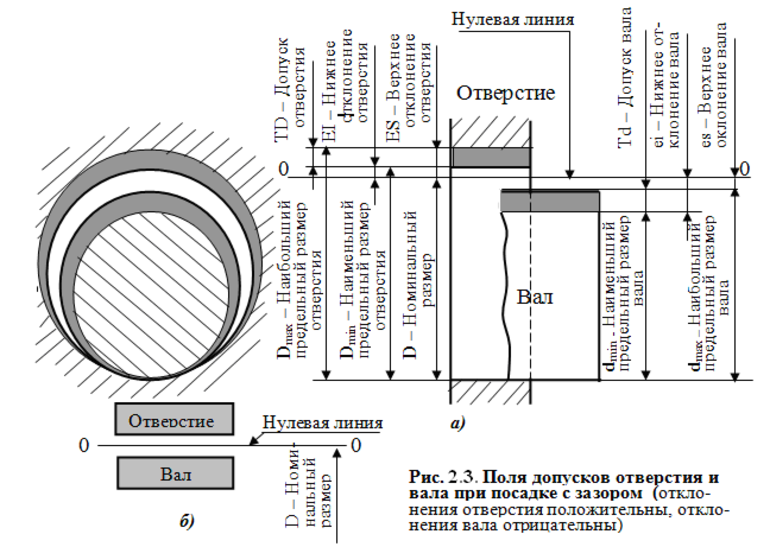
При изготовлении деталей размеры D (диаметр отверстия) и d (диаметр вала) выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т. е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Устанавливают два предельных размера для вала — dmax, dmin и два предельных размера для отверстия — Dmax, Dmin внутри которых должны находиться действительные размеры сопрягаемых деталей Разность между наибольшим и наименьшим предельными размерами называется допуском — Td и TD.
На чертеже принято устанавливать один общий размер для вала и отверстия, называемый номинальным — D, и указывать от него предельные отклонения.
Верхнее отклонение ES, es — алгебраическая разность между наибольшим и номинальным размерами.
Нижнее отклонение EI, ei — алгебраическая разность между наименьшим и номинальным размерами.
EI = Dmin - D; ei = dmm - D.
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
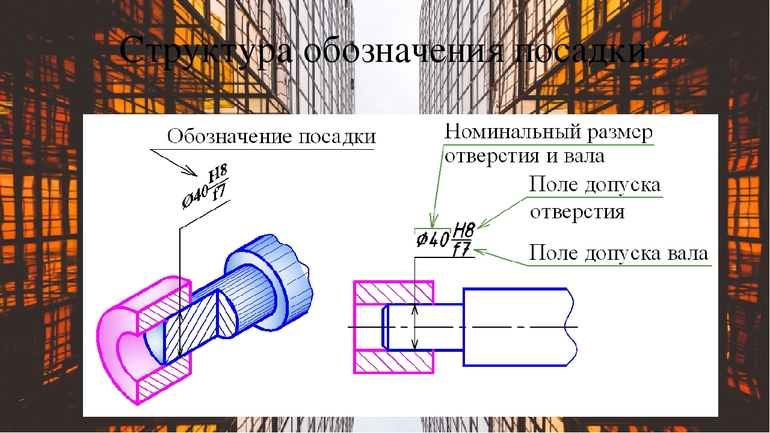
Положение допуска относительно нулевой линии определяется основным отклонением — одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетанием) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные — к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности — величине допуска.
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены ниже:
Отверстие
Верхнее отклонение: ES = +21 мкм
Нижнее отклонение: ЕI=0
Допуск: TD = ES-EI=+21 -0=21мкм
 |
ВалВерхнее отклонение: es = -20 мкм
Нижнее отклонение: ei = -33мкм

Допуск: Тd
= es -ei = -20 - (-33) =13 мкм
Посадка с зазором
Параметры отверстия: ES = +21 мкм, ЕI=0, TD = 21 мкм
Параметры вала: es=-20 мкм, еi = -33мкм, Тd =13мкм
Наибольший и наименьший зазоры:
Smax = ES-ei = +21- (-33) = 54мкм, Smin = EI-es = 0- (-20) = 20мкм
Допуск посадки: TS = Smax – Smin = 54-20 = 34 мкм
TS = ES-ei-EI+es = TD +Td, TS = 21 + 13 = 34 мкм
Посадка с натягом
Параметры отверстия: ES = +21 мкм, ЕI=0, TD =21 мкм
Параметры вала: es = +41 мкм, ei = +28мкм, Td = 13мкм
Наибольший и наименьший натяги:
Nmax = es-EI=+41-0 = 41 мкм, Nmin = ei-ES = +28 -21 = 7мкм
Допуск посадки: TN = Nmax - Nmin = 41-7=34 мкм
TN = es-EI-ei + ES = TD + Td, TN = 21 + 13 = 34 мкм
Посадка переходная

Параметры отверстия: ES = +21 мкм, ЕI=0, TD =21 мкм Параметры вала: es = +15мкм, ei = +2мкм, Td = 13 мкм
Наибольший и наименьший натяги: Nmax = es-EI=+15-0= 15мкм,
Nmin = ei-ES = +2-21=-19мкм,
Допуск посадки: TN = Nmax - Nmin = 15- (-19) = 34 мкм,
TN = es - EI- ei + ES = TD + Td, TN = 21 + 13=34мкм
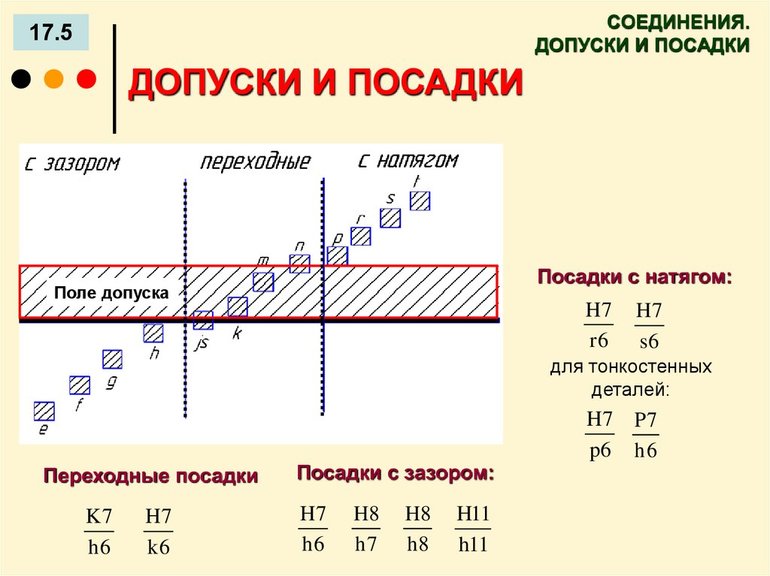
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, с натягом и переходные.
Для посадок с зазором рассчитывается Smax и Smin , с натягом - Nmax и Nmin , для переходных посадок - Nmax и Smax.
ЗАДАНИЕ
Соединение поршневого пальца с поршнем и шатуном в двигателе внутреннего сгорания осуществляется по трем видам посадок: с зазором, с натягом и по переходной посадке.
По заданным параметрам соединения определить:
- предельные размеры и допуски на изготовление деталей;
- изобразить схему расположения полей допусков отверстия и вала;
- определить предельные зазоры и натяги в соединениях при посадке с зазором, натягом или переходной.
Варианты заданий:
Порядок выполнения работы
Работа выполняется повариантно. Для каждого варианта выполняется по два задания, в следующей последовательности:
- по записи задания определить параметры отверстия и вала: номинальный диаметр и предельные отклонения;
- по расчетным формулам рассчитать предельные размеры и допуски на изготовление деталей;
- изобразить схему расположения полей допусков отверстия и вала, указав все предельные показатели;
- по схеме расположения полей допусков определить посадку соединения и просчитать предельные зазоры и натяги в соединениях при посадке с зазором, натягом или переходной.
Подробно записать решение своего варианта по всем пунктам выполнения работы.
Контрольные вопросы
1. Дайте определение взаимозаменяемости.
2. Как зависят эксплуатационные показатели механизмов и машин от правильности выбора посадок?
3. В каком случае изделие пригодно к применению?
4.Как определяется брак детали по линейным размерам?
Список используемой литературы
1. Димов Ю.В.. Метрология, стандартизация и сертификация. Питер, 2004.
2. Никифоров А.Д., Бакиев Т.А.. Метрология, стандартизация и сертификация. М.: Высшая школа, 2005.
3. Анухин В.И.. Допуски и посадки. Питер, 2005.
ПРАКТИЧЕСКАЯ РАБОТА №2
ВЫБОР ПОСАДОК В СИСТЕМЕ ОТВЕРСТИЯ И ВАЛА
Цель работы: Научиться выбирать посадки в системе отверстия и вала с использованием таблиц ГОСТов.
Материалы для выполнения работы:
Общие теоретические сведения
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обусловливает их качество.
Принципы построения системы допусков и посадок (СДП).
Первый принцип построения СДП - установлено 20 квалитетов и определены формулы для расчета допусков.
Допуск ( IT) рассчитывается по формуле:
где k — число единиц допуска, установленное для каждого квалитета;
i — единица допуска, зависящая только от размера (см. приложение табл.3).
Стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется.
Значения допусков для установленных интервалов в диапазоне размеров до 500 мм приведены в таблице 2 приложения.
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений для вала и отверстия приведена на рис.1 приложения.
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок.
Третий принцип построения СДП (предусмотрены системы образования посадок)
Предусмотрены посадки в системе отверстия и в системе вала.
Посадки в системе отверстия— посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а).
Основное отверстие (Н) — отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала— посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б). Основной вал (h)— вал, верхнее отклонение которого равно нулю.

Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
ЗАДАНИЕ
Из чертежа выписан размер соединения с полями допусков (по заданию своего варианта).
1. По номинальному размеру, квалитету и основному отклонению определить верхние и нижние отклонения отверстия и вала, используя необходимые таблицы и расчетные формулы.
2. Проверить правильность своего решения по таблицам посадок в системе отверстия и вала.
3. Определить по квалитету метод финишной обработки поверхности детали.
4. Подробно записать решение своего варианта по всем пунктам выполнения работы.
Единой системой допусков и посадок (ЕСДП) называют совокупность рядов, допусков и посадок, закономерно построенных на основе практики и теории современного производства и оформленных в виде стандартов.
ЕСДП предназначена для выбора минимального количества необходимых и достаточных для практики вариантов допусков и посадок типовых изделий деталей машин, что дает возможность стандартизировать обрабатывающий и измерительный инструменты, оборудование, режимы обработки и минимизирует затраты на конструирование и производство взаимозаменяемых деталей.
ЕСДП, выполненная в стандартах ISO, в РФ изложена в нескольких ГОСТах:
ЕСДП построены по единым принципам в двух системах:
1. СА – система отверстия;
2. СВ – система вала.
Система отверстия.
В системе отверстия посадки образуются совокупностью полей допусков основного отверстия (H) и различных полей допусков сопрягаемых валов.
При изображении полей допусков начинаем с построения нулевой линии, относительно которой необходимо расположить так называемое основное отверстие. В принципе, таковым может быть любое отверстие, но при составлении данных систем, было решено за основное принять отверстие, нижняя граница поля допуска которого совпадает с нулевой линией.
Основное отверстие в ЕСКД - отверстие, у которого нижнее предельное отклонение равно нулю .
Рассмотрим образование посадок в СА. Предположим, что необходимо создать посадку с зазором, для этого берем поле допуска основного отверстия, размер поля допуска может быть разным, но, как упоминалось выше, . Далее подбираем такое поле допуска вала, которое образует требуемый зазор, разумеется, для существования зазора необходимо, чтобы поле допуска вала лежало ниже поля допуска основного отверстия. Из удовлетворяющих этому условию полей допусков вала, выбираем то, которое обеспечит требуемый зазор (рис. 10).
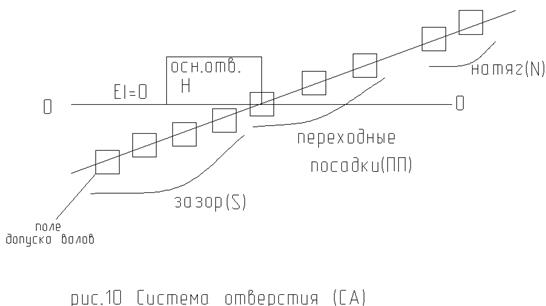
Если поля допуска вала и основного отверстия пересекаются, то образуется переходная посадка. Если же поле допуска вала находится выше поля допуска основного отверстия, то - посадка с натягом.
В системе отверстий больше разнообразных валов и меньше отверстий, т. е. на одном отверстии детали можно разместить любые посадки: с зазором, натягом или же переходные.
Система отверстий характеризуется небольшим разнообразием полей допусков отверстий и многочисленными полями допусков валов.
Система вала.
Система вала образует посадки совокупностью поля допуска основного вала (h) и разнообразными полями допуска отверстий.
Основной валв ЕСКД - вал, у которого верхнее предельное отклонение равно нулю (es = 0).
Относительно нулевой линии располагаем поле допуска основного вала (рис. 11).
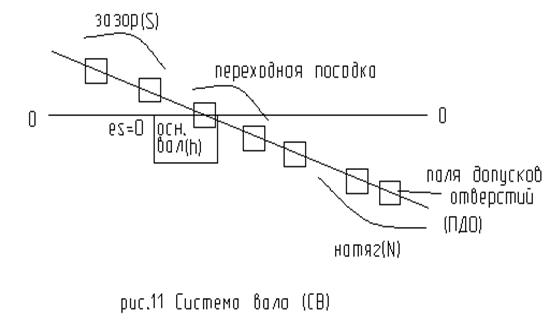
В случае, когда поле допуска отверстия лежит выше поля допуска основного вала, то образуется посадка с зазором. Если поля допуска основного вала и отверстия пересекаются, то - переходная посадка. Если поле допуска отверстия лежит ниже поля допуска основного вала, то - посадка с натягом.
Таким образом, на одном валу могут быть выполнены любые посадки.
Система вала характеризуется небольшим разнообразием полей допуска валов и многочисленными полями допуска отверстий.
Следует отметить, что поле допуска, как основного отверстия, так и основного вала расположено в теле детали, т. е. нижняя граница поля допуска отверстия лежит на номинальном размере и поле допуска отверстия распространяется в тело детали, у вала наоборот: верхняя граница поля допуска лежит на номинальном размере, поле допуска также распространяется в тело детали.
§ 8. Принципы выбора системы посадок. Примеры применения системы отверстия и системы вала.
Предположим, что конструктором был рассчитан некоторый узел и были изготовлены рабочие чертежи деталей, входящих в этот узел. Рабочий чертеж должен содержать информацию не только о номинальных размерах, но и о полях допусков. Далее узел поступает в производство, при последующем прохождении контроля считаются годными лишь те детали, действительные размеры которых попадают в назначенные конструктором поля допусков. Затем детали последуют на сборку, и в соединении образуются посадки с зазором, натягом или переходные.
При проектировании следует использовать определенные ряды стандартных значений посадок, в которых должно быть предусмотрено расположение посадок или полей допусков деталей таким образом, чтобы перекрыть всю потребность, как производства, так и эксплуатации.
Таким образом, посадки, как правило, выбираются стандартными, в противном случае, придется отказаться от требования взаимозаменяемости, что приведет к увеличению стоимости производства.
Существующая система допусков и посадок в машиностроении необходима для стандартизации деталей с целью обеспечения их взаимозаменяемости. Для этого размеры изделий выполняются с определенной точностью, которая регламентируется ГОСТом. Такие стандарты разработаны специалистами. Эти данные присутствуют в технических справочниках. Все отклонения проставляются на чертежах.
Понятие о допусках
Допуском называется разность между максимально и минимально допустимыми размерами детали. При изготовлении любого изделия добиться точного размера невозможно. Этого не позволяет оборудование. Кроме того, нет приборов, какие могли бы измерить габарит с большой точностью. Но часто в этом нет надобности. Детали, изготовленные с погрешностью, тоже можно использовать. Главное, чтобы их размеры не вышли за допустимые пределы.
Все зависит от поставленной задачи. Для сложных приборов, используемых в метрологии, требуется качественное изготовление комплектующих. Простые изделия, такие как чайники или кастрюли, выполняются с меньшей точностью.
Существующие термины
В машиностроении применяется ряд терминов, характеризующих размер детали. На основании материала из учебных пособий они носят следующие названия:
- Номинальная величина. Нулевая линия, относительно которой идет отсчет отклонений.
- Действительная величина. Реальный размер детали с учетом погрешности изготовления.
- Верхнее отклонение. Разность между верхней допустимой величиной изделия и номиналом.
- Нижнее отклонение. Разность между нижним допустимым размером и номиналом.
Во время проектирования изделий необходимо пользоваться стандартными таблицами допусков и посадок, которые есть в учебниках или справочной литературе.
Варианты посадок
Под определением посадки понимается характер сопряжения двух деталей. Такое сочленение бывает 3 типов:
- С зазором. В этом случае охватывающая поверхность больше охватываемой. Зазор формируется благодаря тому, что нижнее отклонение отверстия больше верхнего у вала.
- С натягом. Охватывающая поверхность отверстия меньше охватываемой вала. Формируемое соединение образует прочное соединение, которое просто не разъединяется.
- Переходные. При таком соединении сочленение между деталями идет с легким натягом.
Все виды посадок в машиностроении находят свое применение. Когда нужно добиться жесткого соединения, чтобы одна деталь не вращалась относительно другой, применяется натяг. Иногда и этого бывает недостаточно. Для усиления прочности соединения части конструкции предварительно подвергаются нагреву. Образуемая посадка называется горячепрессовой.
Система отверстия и вала
На основании стандартов ЕСДП посадки могут проходить в двух системах. Они имеют свои особенности:
- Система отверстия. При формировании сочленения отверстие остается величиной постоянной, а под него подгоняется вал.
- Система вала. В этом случае размер вала остается величиной постоянной, под него формируется отверстие.
При изготовлении конструкций чаще применяется система отверстия. Связано это с облегченным процессом измерения наружной поверхности вала. Для этого существует специальный измерительный инструмент.
Система вала используется при изготовлении подшипников. Их наружная поверхность является основной, под нее подгоняются посадочные обоймы.
Квалитеты точности
Степень точности на каждый номинальный размер можно определить по квалитетам. Если перечислить количество, то их насчитывается 19. Все они сведены в таблицу. С возрастанием номинальных размеров идет расширение поля допуска. Связано это с тем, что изготовить деталь большого размера с жестким допуском сложнее, чем маленькую. Квалитеты обозначаются латинскими буквами:
- В системе отверстия используется дробное обозначение. В числителе ставится буква Н. Она означает основное отверстие. Рядом располагается номер квалитета. В знаменателе пишутся прописные латинские буквы с номером квалитета. Они означают отклонение вала. Например, H7/f6.
- В системе вала. В знаменателе стоит буква h с номером квалитета. Она означает, что вал является основным. В числителе ставятся заглавные латинские буквы с номером квалитета. Они обозначают отклонение отверстия. Например, R7/h6.
Такая унификация значительно облегчает работу конструкторов в процессе проектирования ими сложных изделий.
При обозначении посадок на чертежах одних буквенных обозначений недостаточно. Рабочий, изготавливающий деталь, должен видеть величину допусков, поэтому рядом с буквами ставятся цифры верхних и нижних отклонений. Все данные берутся из справочника.
Допуски и посадки составляют отдельный предмет в учебных заведениях. Студенты и ученики пишут рефераты по теме, которые потом зачитывают в классах или аудиториях.
Читайте также: