
Посадки резьбовых соединений гост
Добавил пользователь Владимир З. Обновлено: 19.09.2024
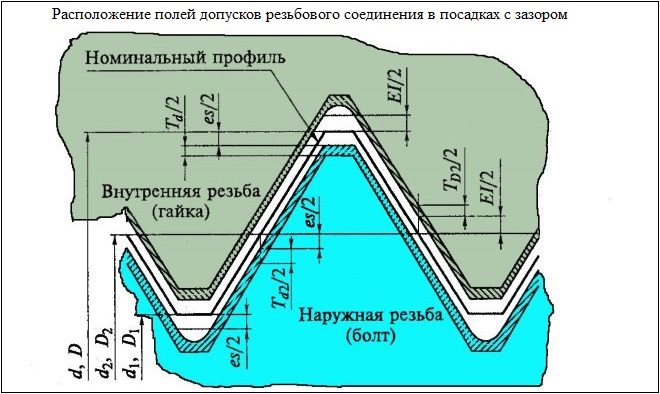
Все резьбы общего назначения соединяются по боковым поверхностям. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по наружному и внутреннему диаметрам болта и гайки.
Положение поля допуска диаметра резьбы (рис. 3.100) определяется основным отклонением (es – для болта, EI – для гайки). Второе предельное отклонение определяют в зависимости от установленной стандартом степени точности (табл. 24).
Рис.3.100. Расположение полей допусков резьбовой посадки с зазором
Степени точности метрических резьб
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная | d | 4,6,8 |
| D2 | 3, 4, 5, 6, 7, 8, 9, 10* | |
| Внутренняя | D2 | 4, б, 6, 7, 8, 9* |
| D1 | 4, 5, 6, 7, 8 |
*Только для резьб из пластмасс.
Предусмотрено пять основных отклонений для наружной резьбы (d, e, f, g, h)и четыре основных отклонения для внутренней резьбы (Е, F, G, Н)(рис. 3.101, 3.102). Отклонения отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы.
Рис. 3.101. Схемы полей допусков внутренней резьбы:
а – с основными отклонениями E, F, G; б – с основным отклонением Н
Рис. 3.102. Схемы полей допусков наружной резьбы:
а – с основными отклонениями d, e, f, g; б – с основным отклонением h
Для наружной и внутренней резьбы кроме степеней точности установлены также три класса точности, условно названные точный, средний и грубый, в которые входят допуски определенных стандартом степеней точности.
Резьбы точного класса рекомендуется применять для ответственных статически нагруженных резьбовых соединений. Средний класс точности рекомендуется для резьб общего назначения. Для неответственных резьбовых соединений можно применять грубый класс точности. Наружные резьбы такого класса нарезают на горячекатаных заготовках, внутренние нарезают в длинных глухих отверстиях. Резьбы грубого класса точности получают также методами пластического деформирования и с помощью других технологических процессов.
Для крепежных резьб иногда применяют резьбовые посадки с увеличенным гарантированным зазором, например, в следующих случаях:
· для соединений деталей, работающих при высокой температуре (для компенсации температурных деформаций, предохранения соединений от заедания и обеспечения возможности разработки деталей без повреждения);
· при необходимости обеспечения быстрой и легкой свинчиваемости деталей (даже при наличии небольшого загрязнения или повреждения резьбы).
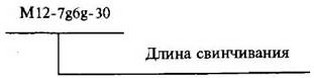
ГОСТ 16093 устанавливает также три группы длин свинчивания: короткие S, нормальные N и длинные L.
При одном и том же классе точности допуск среднего диаметра резьбы при длине свинчивания L рекомендуется увеличивать, а при длине свинчивания S уменьшать на одну степень точности по сравнению с допусками, установленными для длины свинчивания N.
Соответствие полей допусков наружной и внутренней резьбы классам точности и длинам свинчивания приведены в таблице 25.
Kлассы точности резьбовых поверхностей
| Класс точности | Длина свинчивания наружной резьбы | Длина свинчивания внутренней резьбы | ||||
| S | N | L | S | N | L | |
| Точный | (3h4h) | 4g; 4h | (5h4h) | 4Н | 4Н5Н; 5Н | 6Н |
| Средний | 5g6g (5h6h) | 6d; 6e; 6f; 6g; 6h | (7е6е); 7g6g; (7h6h) | (5G); 5Н | 6G; 6Н | (7G); 7Н |
| Грубый | 8g (8h)* | (9g8g) | 7G; 7Н | 8G; 8Н | ||
| Примечания: 1. Выделенные подчеркиванием поля допусков предпочтительны. 2. Применение полей допусков, заключенных в скобки, следует по возможности ограничить. 3. При длинах свинчивания S и L допускаются поля допусков, установленные при длинах свинчивания N. * Только для резьбы с шагом Р ≥ 0,8 мм |
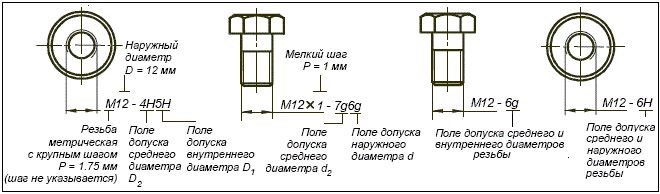
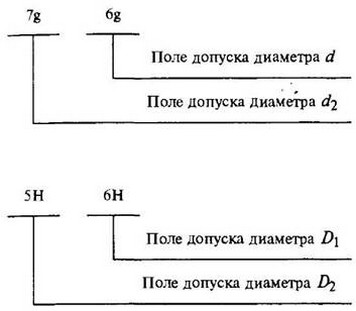
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра резьбы, помещаемого на первом месте, и поля допуска диаметра выступов резьбы (наружный диаметр винта и внутренний диаметр гайки).
Таким образом, для внутренней резьбы (гайки) поля допусков задаются на средний D2 и внутренний D1 диаметры; для наружной резьбы (винта) – на средний d2 и наружный d диаметры. Например, в обозначении 5Н6Н указаны поле допуска внутренней резьбы по диаметру D2 (5Н) и поле допуска внутренней резьбы по диаметру D1(6Н).
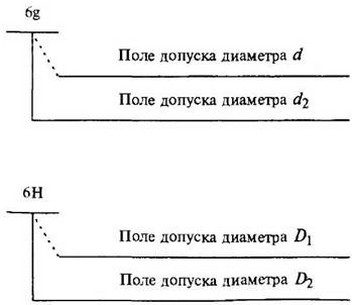
Если обозначения поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметров, то в общем обозначении оно не повторяется. Например, обозначение 6e – поля допусков наружной резьбы (винта) по диаметрам d2 и d.
Так в обозначении М12–6Н/6g М означает, что резьба метрическая, номинальный диаметр резьбы 12 мм; 6Н – поле допуска внутренней резьбы (гайки) по среднему и внутреннему диаметрам; 6g – поле допуска наружной резьбы (винта) по среднему и наружному диаметрам.Крупный шаг в обозначении резьбы можно указывать (М12×1,75–6Н/6g) или не указывать (М12–6Н/6g), а мелкий шаг указывают обязательно числовым значением в миллиметрах без обозначения единиц (например, М10×1–6Н/6g).
При обозначении многозаходной метрической резьбы указывается буква М,номинальный диаметр резьбы, буквы Ph и значение хода резьбы, буква Р и значение шага. Например, условное обозначение двухзаходной резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм: М16×Ph3 Р1,5 – 6g или М16×Ph3 Р1,5 (два захода) – 6g.
В конце обозначения левой резьбы после тире ставят литеры LH, например М10 –6Н – LH – обозначение внутренней левой метрической резьбы с крупным шагом, М10×1– 6Н – LH – обозначение внутренней левой метрической резьбы с мелким шагом.
Обозначение многозаходной левой метрической резьбы имеет следующий вид: М16×Ph3 Р1,5 – 6H/6g – LH, где номинальный диаметр 16 мм, ход резьбы (Рh) 3 мм, шаг резьбы (Р) 1,5 мм, 6H/6g – резьбовая посадка и LH – левая резьба.
Резьбовые посадки с натягом (ГОСТ 4608–81) предусмотрены для метрических резьб с диаметрами от 5 мм до 45 мм и шагами от 0,8 мм до 3 мм. Эти посадки предназначены для сопряжений наружных резьбовых деталей (шпилек) из стали, с резьбовыми отверстиями в деталях из стали, высокопрочных и титановых сплавов, чугуна, алюминиевых и магниевых сплавов.
Для получения резьбовых посадок с натягом по среднему диаметру предусмотрены следующие поля допусков (рис. 3.103): для внутренней резьбы (гайки) – 2Н, для наружной резьбы (винта) – 3n,3p,2r, для диаметров выступов внутренней резьбы – 4D,5D,4С,5С, а для диаметров выступов наружной резьбы – 6e, 6с.
Рис. 3.103. поля допусков метрических резьб для соединений с натягом
Посадки с натягом по среднему диаметру резьбы предусмотрены только в системе основного отверстия.
Резьбовые посадки с натягом используют в тех случаях, когда необходимо обеспечить герметичность или предотвратить самоотвинчивание шпилек под действием вибраций, переменных нагрузок и изменения рабочей температуры. Примером может служить посадка резьбы шпилек в корпуса двигателей, в ступицы колёс автомобилей и т.п.
При необходимости обеспечения более однородного натяга и повышения прочности соединений резьбовые детали сортируют по среднему диаметру на группы, а затем собирают соединения из одноименных групп (селективная сборка). Стандартом предусмотрена сортировка резьбовых деталей на две или три группы.
В резьбовых соединениях с натягом по наружному и внутреннему диаметрам резьбы предусмотрены гарантированные зазоры для исключения возможности заклинивания по этим диаметрам при свинчивании.
Посадки с натягом стальных шпилек в корпус выбирают в зависимости от материала детали с внутренней резьбой и шага резьбы (таблица 26). В случае если проектируемое сопряжение отличается от рекомендуемого стандартом по материалам, шагу или длине свинчивания, следует проводить дополнительную проверку выбранной посадки.
Резьбовые посадки с натягом
| Материал детали с внутренней резьбой | Посадка при Р до 1,25 мм | Посадка при Р св. 1,25 мм | Дополнительные условия сборки |
| Чугун и алюминиевые сплавы | 2H5D/2r | 2H5C/2r | – |
| Чугун, алюминиевые и магниевые сплавы | 2H5D(2)/3p(2) | 2H5C(2)/3p(2) | Сортировка на две группы |
| Сталь, высокопрочные и титановые сплавы | 2H4D(3)/3n(3) | 2H4C(3)/3n(3) | Сортировка на три группы |
Пример обозначениярезьбовой посадки с натягом (материал детали с внутренней резьбой – сталь, высокопрочные и титановые сплавы):
М16 – 2Н4С(3)/3п(3).
М – резьба метрическая, номинальный диаметр резьбы 16 мм;шаг резьбы – крупный (в обозначении не указывается); 2Н – поле допуска внутренней резьбы по среднему диаметру, 4С – поле допуска внутренней резьбы по внутреннему диаметру; 3п – поле допуска наружной резьбы по среднему диаметру; в скобках указано число сортировочных групп (3 группы).
Поля допусков наружной резьбы по наружному диаметру – 6е (при Р до 1,25 мм) или 6с (Р св. 1,25 мм) в обозначении не указывают.
Для образования переходных резьбовых посадок ГОСТ 24834–81 предусматривает следующие поля допусков (рис. 3.104) для внутренней резьбы (гайки) – 3Н,4Н,5Н, 6Н, для наружной резьбы (винта) – 2m,4jh,4j,4jk, 6g.
В переходных посадках дополнительно применяются элементы заклинивания шпилек: конический сбег резьбы, плоский бурт и цилиндрическая цапфа на конце (для шпилек, ввинчиваемых в глухие отверстия).
Рис. 3.104 Поля допусков резьб для соединений с переходными посадками
В переходных посадках дополнительно применяются элементы заклинивания шпилек: конический сбег резьбы, плоский бурт и цилиндрическая цапфа на конце (для шпилек, ввинчиваемых в глухие отверстия).
Варианты переходных резьбовых посадок в зависимости от номинального диаметра резьбы и материала детали с внутренней резьбой приведены в таблице 27
Переходные резьбовые посадки
| Номинальный диаметр резьбы, мм | Материал детали с внутренней резьбой | Посадки |
| от 5 до 16 | Сталь | 4H6H/4jk;3H6H/2m |
| Чугун, алюминиевые и магниевые сплавы | 5H6H/4jk;3H6H/2m | |
| от 18 до 30 | Сталь | 4H6H/4j; 3H6H/2m |
| Чугун, алюминиевые и магниевые сплавы | 5H6H/4j; 3H6H/2m | |
| от 30 до 45 | Сталь, чугун, алюминиевые и магниевые сплавы | 5H6H/4jh |
Пример условного обозначениярезьбовой переходной посадки:
М16 – 4Н6Н/4jk.
М – резьба метрическая с номинальным диаметром резьбы 16 мм;шаг резьбы – крупный (в обозначении не указывается); 4Н – поле допуска внутренней резьбы (гайки) по среднему диаметру, 6Н – поле допуска внутренней резьбы (гайки) по внутреннему диаметру; 4jk – поле допуска наружной резьбы (винта) по среднему диаметру. Поле допуска наружной резьбы (винта) по наружному диаметру – 6g (в обозначении не указывается).
Методы и средства контроля резьб
Различают два метода контроля резьбовых поверхностей: комплексный и дифференцированный (поэлементный).
Дифференцированный контроль резьбовых поверхностей – контроль каждого из нормированных параметров с отдельным заключением о годности по каждому из них. Этот метод применяют в тех случаях, когда нормы точности заданы на каждый отдельно взятый параметр резьбы, например, заданы поля допусков диаметра выступов и собственно среднего диаметра, предельные отклонения диаметра впадин, шага и углов наклона каждой боковой стороны профиля. Такой метод используют при контроле поверхностей, предназначенных для резьбовых посадок с натягом, поверхностей резьбообразующего инструмента и резьбовых калибров.
Для контроля параметров внутренних резьбовых поверхностей, доступ к которым значительно затруднен, можно использовать реплики (слепки или отпечатки части контролируемой поверхности) изготавливаемые из специальных малоусадочных материалов.
Дифференцированный контроль параметров резьбы требует сложных средств измерений, высокой квалификации оператора, он трудоемок и не обеспечивает высокой производительности труда. Однако информация о результатах контроля отдельных параметров позволяет вносить необходимые коррективы в технологический процесс получения резьбовой поверхности.
Комплексный метод в частности реализуют при контроле резьбы проходным резьбовым калибром. Остальные калибры обеспечивают дифференцированный (поэлементный) контроль параметров резьбы.
Для контроля резьбовых деталей применяют комплект калибров, в который входят:
· резьбовые рабочие калибры (ПР и НЕ);
· гладкие предельные калибры.
Кроме того, в полный комплект могут входить еще контрольные резьбовые калибры и специальные установочные калибры.
Проходной резьбовой калибр контролирует возможность свинчиваемости. Он проверяет диаметры, углы наклона боковых сторон профиля, отклонения шага, включая его накопленное значение на длине свинчивания калибра с контролируемой поверхностью. В соответствии с принципом рабочий проходной калибр должен иметь резьбовую поверхность полного профиля с длиной, равной длине свинчивания. Свинчиваемость калибра с проверяемой резьбой означает, что соблюдается обязательное условие годности детали, но другим обязательным условием являются положительные результаты контроля непроходными калибрами.
Непроходной резьбовой калибр проверяет только собственно средний диаметр. Для уменьшения влияния на свинчиваемость погрешностей угла наклона профиля и шага контролируемой резьбы непроходные калибры имеют укороченный профиль резьбы (для минимизации длины контакта боковых сторон профиля резьбы) и сокращенное число витков (для устранения влияния накопленной погрешности шага). При контроле длинных резьб допускается свинчивание этого калибра с контролируемой деталью на первых двух витках проверяемой резьбы. Свинчивание непроходного резьбового калибра с короткими резьбами (до трех витков у болта и до четырех у гайки) не допускается.
Для проверки предела минимума материала по наружному диаметру болта используют предельные гладкие скобы, а по внутреннему диаметру гайки – предельные гладкие пробки.
Для настройки регулируемых резьбовых калибров-скоб могут использоваться установочные пробки У-ПР и У-НЕ, которые в комплект калибров не входят и изготавливаются по специальному заказу.
Маркировка калибра включает обозначения калибра, резьбы, степени ее точности (например, ПР, М12 – 6Н) и марку завода-изготовителя.
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
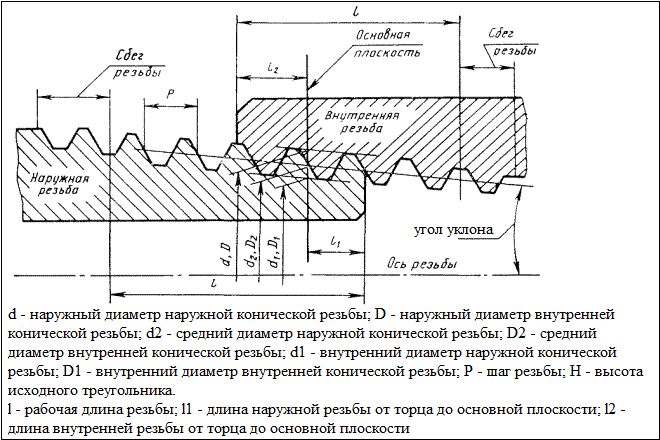
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
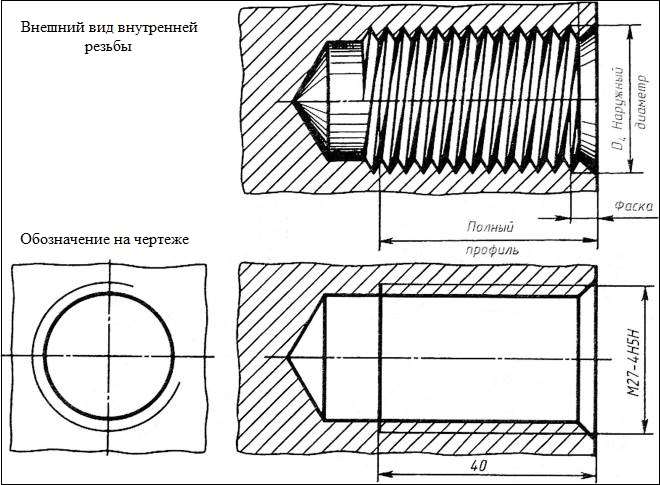
Внутренняя метрическая резьба
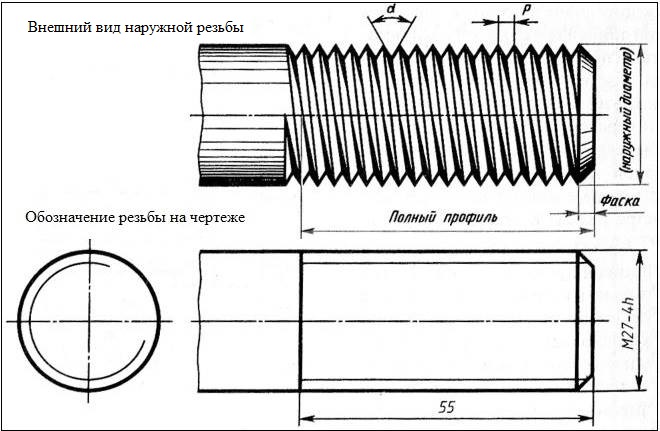
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
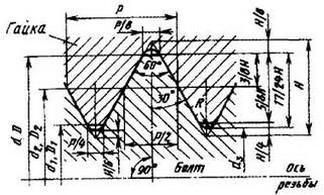
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
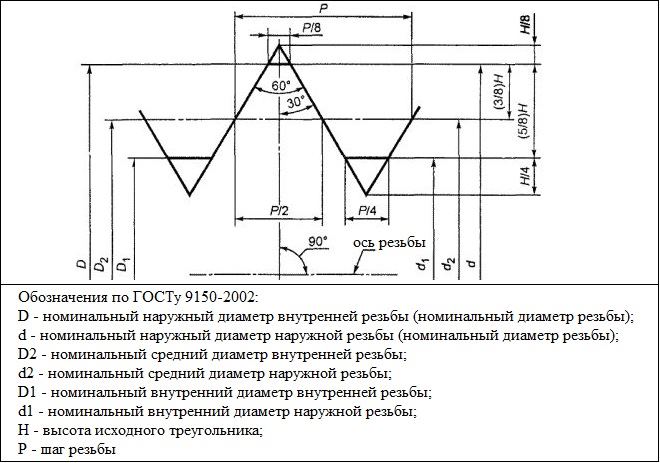
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
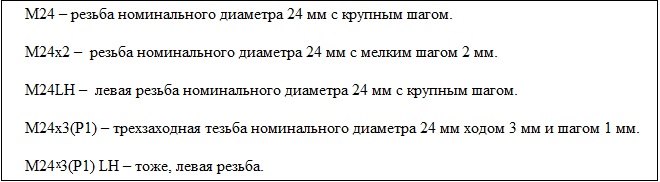
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
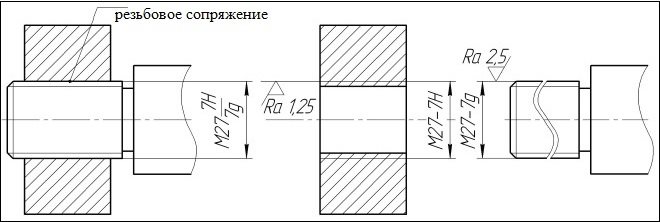
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Номинальные значения диаметров резьбы должны соответствовать указанным на чертеже к в таблице. Значения диаметров вычислены по следующим формулам:
D2 = D – 2(3/8)H = D – 0,649519053P
d2 = d -2(3/8) = d - 0,649519053Р;
D1 = D – 2(5/8)H = D – 1,082531755P;
d1 = d - 2(5/8)H = d – 1,082531755P;
d 3 = d - 2(17/24)H = d – 1,226869322P.
Шаг резьбы Р
Диаметр резьбы
наружный
средний
внутренний
Внутренний по дну впадины
Скрупным шагом
С мелким шагом
Допуски метрических резьб (ГОСТ 16093-81)
Стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 1 до 600мм по ГОСТ 8724-81 и ГОСТ 16967-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и устанавливает систему допусков и посадок с зазором.
Положения полей допусков наружной и внутренней резьб указаны на рис. 2, 3.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности и основные отклонений диаметров приведены в табл. 83, допуски диаметров резьбы - в табл. 84.
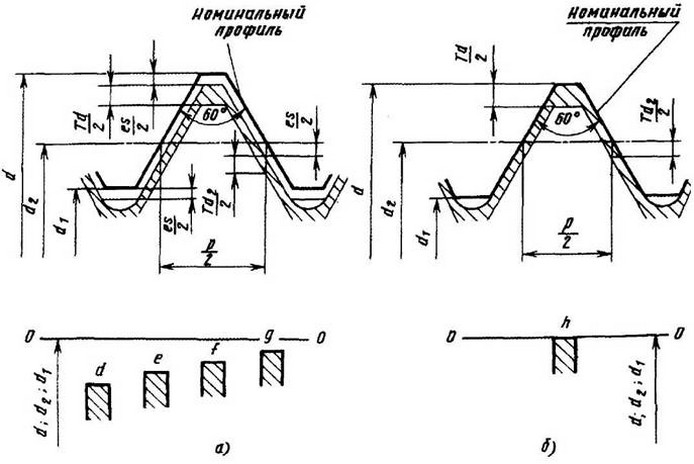
Рис. 2 Положения полей допусков наружной резьбы:
а - с основными отклонениями d, е, f, R; б - с основным отклонениям h
Допуски диаметров d1 и D не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Положение поля допуска диаметра резьбы определяется основными отклонениями (верхним es для наружной резьбы и нижним EI - для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля среднего диаметра с полем допуска диаметра выступов (диаметров d или D\).
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
83. Степени точности и основные отклонения диаметров резьбы
3; 4; 5; 6; 7; 8;9; 10*
* Только для резьб на деталях из пластмасс.
Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2.
Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2.
Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
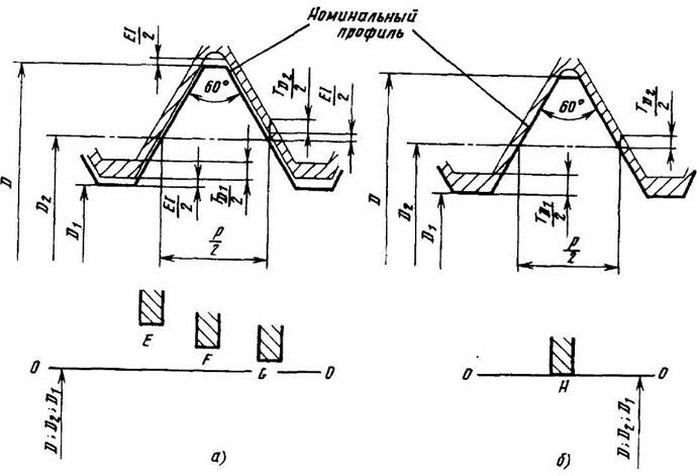
Рис. 3. Положение полей допусков внутренней резьбы:
а - с основными отклонениями Е, F, G; б - с основным отклонением Н
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
В условном обозначении резьбы обозначение ноля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
с крупным шагом
наружной резьбы: M12-6g;
внутренней резьбы: М12-6Н;
наружной резьбы: M12 × l-6g;
внутренней резьбы: М12 × 1-6Н;
наружной резьбы: М12 × 1LH-6g;
внутренней резьбы: М12 × 1LH-6H.
Длины свинчивания подразделяются на три группы: короткие S, нормальные N и длинные L.
Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметры в обозначении резьбы в следующих случаях:
1) если она относится к группе L;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Допуск резьбы, если нет особых указаний, относится к наибольшей нормальной длине свинчивания, указанной в табл. 86. или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
84. Допуски диаметров резьбы (ГОСТ 16093-81)
Допуски диаметров d и D1
Шаг Р,мм
Наружная резьба
Внутренняя резьба
Степень точности
4
6
8
4
5
6
7
8
Допуск, мкм
Продолжение табл. 84
Допуски диаметра d2
Номинальный диаметр
резьбы d, мм
Шаг Р, мм
Степень точности
3
4
5
6
7
8
9
10
Допуск (+)Td2, мкм
Продолжение табл. 84
Номинальный диаметр
резьбы d, мм
Шаг P, мм
Степень точности
3
4
5
6
7
8
9
10
Допуск (-)Td2, мкм
Значения, указанные в скобках, по возможности не применять.
Продолжение табл. 84
Допуски диаметра D2
Номинальный диаметр резьбы d, мм
Шаг P, мм
Степень точности
4
5
6
7
8
9
85. Основные отклонения диаметров наружной и внутренней резьбы
Шаг Р, мм
Наружная резьба
Внутренняя резьба
Диаметр резьбы
Основноеотклонение, мкм
es
EI
d
е
f
g
h
Е
F
G
Н
86. Длины свинчивания (ГОСТ 16093-81)
Номинальный диаметр
резьбы d
Шаг Р
Длина свинчивания для группы
S
N
L
Форма впадины резьбы (по ГОСТ 16093-81). Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии H/4 от вершины исходного треугольника.
При закругленной форме впадины наружной резьбы радиус кривизны реального профиля ни в одной точке не должен быть менее 0,1Р (рис. 4, а).
Числовые значения наименьших радиусов закругления впадины наружной резьбы (Rmin) должны соответствовать указанным в табл. 87.
При высоких требованиях к прочности резьбы может устанавливаться наименьший радиус кривизны реального профиля впадины наружной резьбы Rmin = 0,125P (табл. 87).
При плоскосрезанной форме впадины наружной резьбы реальный профиль впадины следует располагать между линиями плоского среза на расстоянии H/4 и H/8 от вершины исходного треугольника (рис. 4, б).
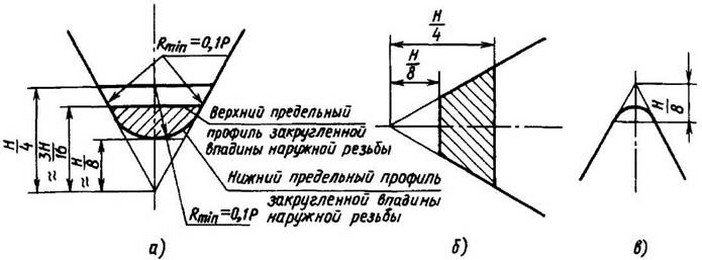
Рис. 4. Форма впадин резьбы:
а - закругленная форма впадины наружной резьбы; б - плоскосрезанная форма впадины наружной резьбы; в - профиль впадины внутренней резьбы
87. Значение наименьших радиусов закругления впадины наружной резьбы
Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии H/8 от вершины исходного треугольника (рис. 4, в).
Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 88.
Поля допусков, заключенные в рамки, следует применять предпочтительно.
Применение полей допусков, заключенных в скобки, следует по возможности ограничить.
При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N.
В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметров выступов резьбы из числа приведенных в табл. 88, например:
для наружной резьбы - 4h6h; 8h6h;
для внутренней резьбы - 5Н6Н.
88. Поля допусков (ГОСТ 16093-81)
Класс точности
Длина свинчивания
S
N
L
Поле допуска наружной резьбы
* Только для резьбы с шагом Р ≥ 0,8мм. Для резьбы с шагом Р
Класс точности
Длина свинчивания
S
N
L
Поле допуска внутренней резьбы
Поля допусков наружной и внутренней резьбы, указанные в табл. 88, являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности и основных отклонений по табл. 83.
Поля допусков, не указанные в табл. 88, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 88 не могут обеспечить требования, предъявляемые к изделию.
В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленных настоящим стандартом.
Предпочтительнее сочетать поля допусков одного класса точности.
Предельные отклонения для резьбы с защитными покрытиями. Предельные отклонения резьбы до нанесения защитного покрытия должны соответствовать настоящему стандарту, если применяемые толщины покрытий не требуют больших величин основных отклонений.
Если заданы предельные отклонения размеров резьбы до нанесения покрытия и нет других указаний, то размеры резьбы после нанесения покрытия не должны выходить за пределы, определяемые номинальным профилем резьбы и соответствующие основным отклонениям h и Н.
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Читайте также: