
Допуски и посадки сварных соединений
Добавил пользователь Евгений Кузнецов Обновлено: 19.09.2024
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения. 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
Поверхности, размеры, отклонения и допуски. Поверхности деталей бывают сопрягаемыми и несопрягаемыми, или свободными. При этом они могут быть цилиндрическими, плоскими, коническими, эвольвентными, сложными (шлицевые, винтовые) и др. Со-прягаемыми называют поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы — в механизмы. Несопрягаемыми, или свободными, — конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с парал-лельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими (их условно называют отверстиями; диаметры отверстий обозначают буквой D). Наружные отверстия (цилиндрическая поверхность вала, боковые грани шпонок) являются охватываемыми (их условно называют валами и обозначают буквой d).
Размеры — это числовое значение линейной величины (диаметра, длины и т.д.), они делятся на номинальные, действительные и предельные. В машино и приборостроении все размеры в технической документации задают и указывают в миллиметрах.
Номинальный размер (D) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действи¬тельный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dmin, dmin) Предельные размеры позво¬ляют оценивать точность обработки деталей.
Отклонение — это алгебраическая разность между действительным и соответствующим номинальными размерами. Отклонения отверстий обозначают буквой E, валов — e.
Действительное отклонение (Er, er) равно алгебраической разности действительного и номинального размеров: Er = Dr — D; er = dr — d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров: ES = Dmax — D; es = dmax — D.
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров: EI = Dmin — D; ei = Dmin — D.
Среднее отклонение (Em, em) равно полусумме верхнего и ниж¬него отклонений: Em = 0,5 (ES + EI), em = 0,5 (es + ei).
Пример. Определить предельные и средние отклонения для штифтов, у которых D = 20 мм, dmax = 20,01 мм и dmin = 19,989 мм.
Решение. Верхнее отклонение es = dmax — D = 20,01 — 20 = 0,01 мм; нижнее отклонение ei = dmin — D = 19,989 — 20 = -0,011 мм; среднее отклонение em = 0,5 (es + ei) = 0,5 + 0,01 (-0,011) = -0,0005мм.
Так размер штифта D = 20 мм с отклонениями на чертеже запишем следующим образом: 20 .
Действительные размеры годных деталей должны находиться в допустимых пределах, которые в каждом конкретном случае определяются предельными размерами или предельными отклонениями. Отсюда такое понятие как допуск размера.
Допуск (T — общее обозначение, TD — отверстия, Td — вала) равен разности наибольшего и наименьшего предельных размеров: TD = Dmax — Dmin; Td = dmax — dmin; TD = ES — EI; Td = es — ei.
Допуск всегда является положительной величиной независимо от способа его вычис-ления. На чертежах допуск указывают только через предельные отклонения, например: 10 .
Графическое изображение допусков и отклонений. Для наглядности допуски и от-клонения на деталях и соединениях изображают графичес¬ки (рис. 41).
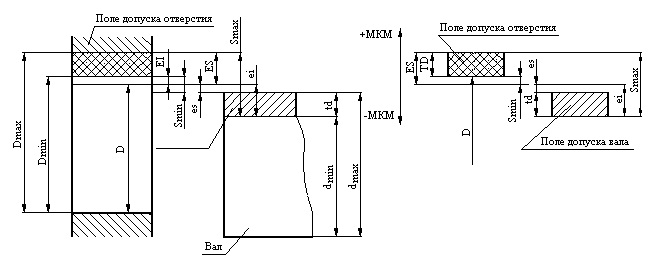
Для графического построения полей допусков и посадок проводят горизонтальную линию 00, называемую нулевой. Нулевая — это линия, положение которой соответствует номинальному размеру и от которой откладываются предельные отклонения размеров. По-ложительные отклонения — вверх от нулевой линии, отрицательные — вниз.
Поле допуска — поле, ограниченное верхним и нижним отклонения¬ми. Оно опре-деляется величиной допуска и его положением относитель¬но номинального размера. При графическом изображении поля допусков показывают зоны, которые ограничены двумя ли-ниями, проведенными на расстояниях, соответствующих верхнему и нижнему отклоне¬нию.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
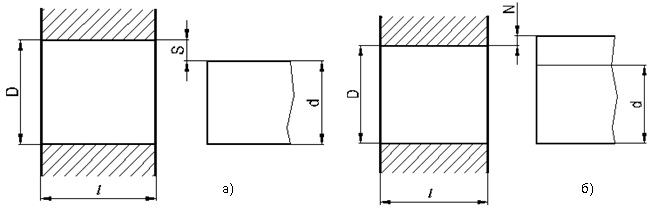
Понятия о посадках и допуске посадки. Если у соединяемых между собой деталей размер отверстия больше размера вала, то в соединении будет зазор (S). Если же размер ва-ла больше размера отверстия, то в соединении будет натяг (N). Зазором называется по-ложительная разность между размерами отверстия и вала S = D — d (рис. 42, а). а натягом — положительная разность между размером вала и отверстия N = d — D (рис. 42, б).
Характер соединения двух деталей, зависящий от величины зазора или натяга, полученного при сборке узла, называется посадкой.
В машинах и приборах требуются посадки с различными зазорами и натягами. В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше. Если соединенные вал и втулка представляют собой как бы одно целое, они соединены с натягом и не могут перемещаться относительно друг друга.
Посадки подразделяют на три вида: подвижные, обеспечивающие зазор в соединении: неподвижные (прессовые), обеспечивающие натяг в соединении; переходные, ко-торые наз¬ваны так потому, что до сборки вала и втулки нельзя сказать, что будет в соединении — зазор или натяг, так как заданные отклонения на вал и отверстие перекрывают друг друга.
В зависимости от использованного допуска у той и другой детали при переходной посадке может оказаться, что размер вала больше размера отверстия или размер отверстия больше размера вала.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. Допуск посадки равен также сумме допусков отверстия и вала.
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Национальная экспертно-диагностическая компания" (ООО "НЭДК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 13920:1996* "Сварка. Общие допуски на сварные конструкции. Линейные и угловые размеры. Форма и расположение" (ISO 13920:1996 "Welding - General tolerances for welded constructions - Dimensions for lengths and angles - Shape and position", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 10.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2019 г.
1 Область применения
Настоящий стандарт устанавливает общие допуски на линейные, угловые размеры и на форму и расположение сварных конструкций, относящиеся к четырем классам допусков, применяемым при работах обычной точности. Основным критерием для выбора класса точности должны служить требования эксплуатации изделия.
Во всех случаях применяют допуски, указанные на чертеже. Вместо указания отдельных допусков могут быть применены классы допусков, соответствующие настоящему стандарту.
Общие допуски на линейные и угловые размеры, форму и расположение, установленные в настоящем стандарте, применяются к сварным конструкциям, узлам и т.д.
Для конструкций повышенной сложности могут быть применены специальные условия.
Технические требования, приведенные в настоящем стандарте, основаны на ИСО 8015, в соответствии с которым допуски на размеры и геометрические параметры применяются независимо друг от друга.
Производственная документация, в которой определены допуски на линейные и угловые размеры, форму и расположение, должна рассматриваться как не полная, если ссылки на общие допуски отсутствуют или эти ссылки неполные. Эти требования не применяются к промежуточным размерам.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание ссылочного стандарта (включая все изменения к нему):
ISO/DIS 463 Geometrical Product Specifications (GPS) - Dimensional measuring instruments; Dial gauges - Design and metrological requirements (Геометрические характеристики изделий. Измерительные приборы с круговой шкалой. Конструкция и метрологические требования)
Заменен на ИСО 463:2006 "Геометрические характеристики изделий. Приборы для измерения размеров. Конструкция и метрологические характеристики механических приборов с круговой шкалой".
prEN ISO 1101 Technical drawings - Geometrical tolerancing. Tolerances of form, orientation, location and run-out - Generalities, definitions, symbols, indications on drawings (Чертежи технические. Допуски на размеры. Допуски формы, направления, расположение и биения. Общие положения, определения, условные обозначения, указания на чертежах)
Заменен на ИСО 1101:2012 "Геометрические характеристики изделий. Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения".
ISO 3599 Vernier callipers reading to 0,1 and 0,05 mm (Штангенциркули с нониусом с ценой деления 0,1 и 0,05 мм)
Заменены на ИСО 13385-1:2011 "Геометрические характеристики изделий. Приборы для измерения размеров. Часть 1. Штангенциркули. Конструкционные и метрологические характеристики" и ИСО 13385-2:2011 "Геометрические характеристики изделий. Приборы для измерения размеров. Часть 2. Глубиномеры. Конструкционные и метрологические характеристики".
ISO 6906 Vernier callipers reading to 0,02 mm (Штангенциркули с нониусом и ценой деления 0,02 мм)
Заменены на ИСО 13385-1:2011 "Геометрические характеристики изделий. Приборы для измерения размеров. Часть 1. Штангенциркули. Конструкционные и метрологические характеристики" и ИСО 13385-2:2011 "Геометрические характеристики изделий. Приборы для измерения размеров. Часть 2. Глубиномеры. Конструкционные и метрологические характеристики".
ISO 8015 Technical drawings - Fundamental tolerancing principle (Чертежи технические. Основные правила по допускам)
Добрый день!
Столкнулся с небольшой проблемой. Отдал на изготовление механизм перемещения. Линейные направляющие + рама+каретка. Всё хорошо, как бы работает, но вот качество изготовления. мягко говоря оставляет желать лучшего, часть привалочных поверхностей приварены с отклонением в 5мм. Меня начали терзать сомнения, а всё ли было прописано в сборочном чертеже. Некоторые говорят, что нужно было указывать ссылку на ГОСТ 30021-93.
Нарисовал простенький пример, на котором хотелось бы разобраться. В комментариях следующее:
1.*Размеры для справок.
2.H14, h14,IT14/2
3.Сварные швы по ГОСТ 14771-76
4.Сварные соединения III класса по СТБ 1016-96
1. Собственно интересует чем регламентируются размеры А и В привариваемых деталей. Я до сего дня считал, что эти размеры регламентируются строчкой H14, h14,IT14/2. Слышал мнение, что нужно было писать следующее: СК: Р3 ГОСТ 30021-93
нестандартное оборудование, Пневмо-Гидро Системы
Меня учили, что допуски на исполняемые размеры СБ чертежах лучше ставить прямо на величине размера, а не в тех требованиях (которые некоторые и не читают, а "особо грамотные" могут даже не понимать, что такое H14, h14,IT14/2. ) Сталкивался неоднократно, причём это были и рекомендации технолога цеха, у которрого работало много гастарбайтеров.
Но если считаем, что сварщик грамотный, то Вы правы и допуски на размеры А и В должны быть по 14 квалитету (сварщик такое конечно выдержать не сможет, но это уже другой разговор. ), причём отклонения от перпендикулярности /параллельности меньше, чем величина допуска на линейный размер.
Далее, на чертеже не показаны места сварных швов и не указах их тип (например: тавровое соединение), величина катета, длина шва, прерывистый или сплошной, длина шага, шахматное и обычное расположение и пр.)
Да я знаю. Это не тот чертёж, так наглядный пример. На моём чертеже всё присутствовало. Тут вопрос в другом, достаточно ли было моей надписи H14, h14,IT14/2, что бы задать допуск на расположение привариваемых деталей. На примере это размер А и В. Или так обязательно было писать: Точность СК: Р3 ГОСТ 30021-93. А то голову задурили. Видел множество сложный сборок огромных металлоконструкций, и все прекрасно обходились срочкой: H14, h14,IT14/2 + где нужно допуск на самом размере.
Меня учили, что допуски на исполняемые размеры СБ чертежах лучше ставить прямо на величине размера, а не в тех требованиях (которые некоторые и не читают, а "особо грамотные" могут даже не понимать, что такое H14, h14,IT14/2. ) Сталкивался неоднократно, причём это были и рекомендации технолога цеха, у которрого работало много гастарбайтеров.
А ГОСТ говорит обратное. Пусть ваш технолог лучше рекомендует себе набирать грамотные кадры, а то скоро такие сварщики не будут уметь читать, а чертежами подтирать. и в то же превращать задумки конструктора. Главное, чтобы из-за этого потом не пострадали люди.
П.С. а эту строчку специально и придумали, чтобы не ставить КАЖДЫЙ раз допуск на размер для эффективной работы. Вот и выбирайте путь эффективности или возврата к каменному веку.
Ljo, ну а по теме что? Как правильно?
Солидворкер, пускай, но строки ТТ H14, h14,IT14/2 было достаточно?
AlexKniga, читал данную тему, ответа не нашёл. У меня даже есть пример с интересующими меня размерами А и В. Нужно установить истину. Достаточно ли было строчки в ТТ H14, h14,IT14/2 или нужно было писать что-то другое, конкретно под свариваемые детали
Если абстрагироваться от ГОСТ 30021-93 с маловразумительным статусом, то размеры А и Б должны быть выполнены по 14 квалитету, как и указано в ТТ
нестандартное оборудование, Пневмо-Гидро Системы
достаточно ли было моей надписи H14, h14,IT14/2, что бы задать допуск на расположение привариваемых деталей.
Ljo, ну а по теме что? Как правильно?
Солидворкер, пускай, но строки ТТ H14, h14,IT14/2 было достаточно?
А что непонятно?
Есть строка, в ней указаны допуски. Всё!
Допуски указаны бездарно, но исполнитель мог отказаться от такого задания, а не варить на глазик. Я лично работаю по ИСО, если нужны, то могу назвать.
П.С. по справедливости один выдал глупый чертеж, второй не по нему сделал - результат плачевный. Это исключительно по теме и без обид, надеюсь.
Ljo, Интересно, а что с допусками-то не так? Имеется размер и имеется допуск на этот размер, да его нужно искать)
Лучше скажи как нужно было делать? Можно и с примером, не откажусь. ИСО интересно, не откажусь от информации.
Ljo, Интересно, а что с допусками-то не так? Имеется размер и имеется допуск на этот размер, да его нужно искать)
Лучше скажи как нужно было делать? Можно и с примером, не откажусь. ИСО интересно, не откажусь от информации.
Посмотрите на отклонение размера 20 мм по ±IT14/2. Сколько по вашему? Вы думаете реально приварить от края косынку на таком допуске или между косынками его же сделать без шаблонов/кондукторов/предсварной деформации?
Попробуйте на досуге сами это сделать!
Ваш каждый допуск на размер должен быть обоснован. А это уже вытекает из конструкции и условий её работы, включая основы безопасности.
| Завтра, если на работе не будет так много вопросов, аналогичных вашему, то выдам вам номера и классы по сварным. |
-с и -м - это не обработка, а класс допусков. Это не система отверстий, а система симметричных допусков. По ним можно изготавливать детали, но не сварные сборки. Не надо скакать по стандартам, надо чётко понять что в них написано.
У вас сборка рамы с направляющими. Какие у вас на направляющие допуска? Думаете, что я отвечу за вас на вопрос о том, что там должно быть? В некоторых механизмах я ставлю на направляющие посадку H7/g6. Сомневаюсь, что вам такая посадка нужна.
Ljo, а вы территориально в РФ или за пределами работаете?
у нас тоже по ISO работают, но для сварных конструкций используют ISO 13920-BF
а вот ваши
допуски на детали по плазме/лазеру/водорезке, отдельно от них на листовые детали и т.д.
было бы любопытно взглянуть
Для деталей имеется ГОСТ 30893.1-2002 и ГОСТ 30893.2 - и есть ISO 2768.
Для сварных изделий СТБ ИСО 13920-2005 или альтернатива ГОСТ 30021-93
У меня линейные направляющие. Рама в которой каретка катается по направляющим
Ljo, а вы территориально в РФ или за пределами работаете?
у нас тоже по ISO работают, но для сварных конструкций используют ISO 13920-BF
а вот ваши
допуски на детали по плазме/лазеру/водорезке, отдельно от них на листовые детали и т.д.
было бы любопытно взглянуть
ак762, (знакомый ник что-то с ссср3д) я работаю за пределами РФ, РБ и СНГ. Но это неважно, поскольку мои проекты выполняются и в России, в том числе. Опять же. мосты идут по одним нормам и классам, учитывая проверку швов, металлоконструкции по вторым, кузова автомобильные по третьим, инструменталка по четвёртым, авиационка по пятым, литьё цветмета по шестым. Вам какая отрасль нужна?
Я так полагаю, что автору топика ближе сварные конструкции+машиностроение, если у него сварная конструкция до 6 м, имеющая направляющие. Вы же можете увидеть, что тот ИСО 2768 регламентировал до определённых длин, а что делать с 6 000 мм? Для сварных используем то же ИСО 13920, но опять же два вида. Смотря какой класс изделия, ибо сложные механизмы я не могу оставлять в неработоспособных отклонениях при большом количестве размеров в размерной цепи. А выставлять каждый раз лишний контроль при серии - удорожание и вылет из сроков. Тут, как говорится, надо крутиться. Если не завтра, то в ближайшее время подготовлю список и классы.
----- добавлено через ~11 мин. -----
Для деталей имеется ГОСТ 30893.1-2002 и ГОСТ 30893.2 - и есть ISO 2768.
Для сварных изделий СТБ ИСО 13920-2005 или альтернатива ГОСТ 30021-93
У меня линейные направляющие. Рама в которой каретка катается по направляющим
По линейным направляющим ставьте вручную размеры с допусками, остальные на сварных конструкциях/сборках 13920 или аналог, на деталях ставьте по ±ИТ14/2 (хотя я бы такой класс не ставил на балки, а ввёл бы свою систему и таблицу присоединил бы к чертежу).
Добрый день!
Столкнулся с небольшой проблемой. Отдал на изготовление механизм перемещения. Линейные направляющие + рама+каретка. Всё хорошо, как бы работает, но вот качество изготовления. мягко говоря оставляет желать лучшего, часть привалочных поверхностей приварены с отклонением в 5мм. Меня начали терзать сомнения, а всё ли было прописано в сборочном чертеже. Некоторые говорят, что нужно было указывать ссылку на ГОСТ 30021-93.
Нарисовал простенький пример, на котором хотелось бы разобраться. В комментариях следующее:
1.*Размеры для справок.
2.H14, h14,IT14/2
3.Сварные швы по ГОСТ 14771-76
4.Сварные соединения III класса по СТБ 1016-96
1. Собственно интересует чем регламентируются размеры А и В привариваемых деталей. Я до сего дня считал, что эти размеры регламентируются строчкой H14, h14,IT14/2. Слышал мнение, что нужно было писать следующее: СК: Р3 ГОСТ 30021-93
нестандартное оборудование, Пневмо-Гидро Системы
Меня учили, что допуски на исполняемые размеры СБ чертежах лучше ставить прямо на величине размера, а не в тех требованиях (которые некоторые и не читают, а "особо грамотные" могут даже не понимать, что такое H14, h14,IT14/2. ) Сталкивался неоднократно, причём это были и рекомендации технолога цеха, у которрого работало много гастарбайтеров.
Но если считаем, что сварщик грамотный, то Вы правы и допуски на размеры А и В должны быть по 14 квалитету (сварщик такое конечно выдержать не сможет, но это уже другой разговор. ), причём отклонения от перпендикулярности /параллельности меньше, чем величина допуска на линейный размер.
Далее, на чертеже не показаны места сварных швов и не указах их тип (например: тавровое соединение), величина катета, длина шва, прерывистый или сплошной, длина шага, шахматное и обычное расположение и пр.)
Да я знаю. Это не тот чертёж, так наглядный пример. На моём чертеже всё присутствовало. Тут вопрос в другом, достаточно ли было моей надписи H14, h14,IT14/2, что бы задать допуск на расположение привариваемых деталей. На примере это размер А и В. Или так обязательно было писать: Точность СК: Р3 ГОСТ 30021-93. А то голову задурили. Видел множество сложный сборок огромных металлоконструкций, и все прекрасно обходились срочкой: H14, h14,IT14/2 + где нужно допуск на самом размере.
Меня учили, что допуски на исполняемые размеры СБ чертежах лучше ставить прямо на величине размера, а не в тех требованиях (которые некоторые и не читают, а "особо грамотные" могут даже не понимать, что такое H14, h14,IT14/2. ) Сталкивался неоднократно, причём это были и рекомендации технолога цеха, у которрого работало много гастарбайтеров.
А ГОСТ говорит обратное. Пусть ваш технолог лучше рекомендует себе набирать грамотные кадры, а то скоро такие сварщики не будут уметь читать, а чертежами подтирать. и в то же превращать задумки конструктора. Главное, чтобы из-за этого потом не пострадали люди.
П.С. а эту строчку специально и придумали, чтобы не ставить КАЖДЫЙ раз допуск на размер для эффективной работы. Вот и выбирайте путь эффективности или возврата к каменному веку.
Ljo, ну а по теме что? Как правильно?
Солидворкер, пускай, но строки ТТ H14, h14,IT14/2 было достаточно?
AlexKniga, читал данную тему, ответа не нашёл. У меня даже есть пример с интересующими меня размерами А и В. Нужно установить истину. Достаточно ли было строчки в ТТ H14, h14,IT14/2 или нужно было писать что-то другое, конкретно под свариваемые детали
Если абстрагироваться от ГОСТ 30021-93 с маловразумительным статусом, то размеры А и Б должны быть выполнены по 14 квалитету, как и указано в ТТ
нестандартное оборудование, Пневмо-Гидро Системы
достаточно ли было моей надписи H14, h14,IT14/2, что бы задать допуск на расположение привариваемых деталей.
Ljo, ну а по теме что? Как правильно?
Солидворкер, пускай, но строки ТТ H14, h14,IT14/2 было достаточно?
А что непонятно?
Есть строка, в ней указаны допуски. Всё!
Допуски указаны бездарно, но исполнитель мог отказаться от такого задания, а не варить на глазик. Я лично работаю по ИСО, если нужны, то могу назвать.
П.С. по справедливости один выдал глупый чертеж, второй не по нему сделал - результат плачевный. Это исключительно по теме и без обид, надеюсь.
Ljo, Интересно, а что с допусками-то не так? Имеется размер и имеется допуск на этот размер, да его нужно искать)
Лучше скажи как нужно было делать? Можно и с примером, не откажусь. ИСО интересно, не откажусь от информации.
Ljo, Интересно, а что с допусками-то не так? Имеется размер и имеется допуск на этот размер, да его нужно искать)
Лучше скажи как нужно было делать? Можно и с примером, не откажусь. ИСО интересно, не откажусь от информации.
Посмотрите на отклонение размера 20 мм по ±IT14/2. Сколько по вашему? Вы думаете реально приварить от края косынку на таком допуске или между косынками его же сделать без шаблонов/кондукторов/предсварной деформации?
Попробуйте на досуге сами это сделать!
Ваш каждый допуск на размер должен быть обоснован. А это уже вытекает из конструкции и условий её работы, включая основы безопасности.
| Завтра, если на работе не будет так много вопросов, аналогичных вашему, то выдам вам номера и классы по сварным. |
-с и -м - это не обработка, а класс допусков. Это не система отверстий, а система симметричных допусков. По ним можно изготавливать детали, но не сварные сборки. Не надо скакать по стандартам, надо чётко понять что в них написано.
У вас сборка рамы с направляющими. Какие у вас на направляющие допуска? Думаете, что я отвечу за вас на вопрос о том, что там должно быть? В некоторых механизмах я ставлю на направляющие посадку H7/g6. Сомневаюсь, что вам такая посадка нужна.
Ljo, а вы территориально в РФ или за пределами работаете?
у нас тоже по ISO работают, но для сварных конструкций используют ISO 13920-BF
а вот ваши
допуски на детали по плазме/лазеру/водорезке, отдельно от них на листовые детали и т.д.
было бы любопытно взглянуть
Для деталей имеется ГОСТ 30893.1-2002 и ГОСТ 30893.2 - и есть ISO 2768.
Для сварных изделий СТБ ИСО 13920-2005 или альтернатива ГОСТ 30021-93
У меня линейные направляющие. Рама в которой каретка катается по направляющим
Ljo, а вы территориально в РФ или за пределами работаете?
у нас тоже по ISO работают, но для сварных конструкций используют ISO 13920-BF
а вот ваши
допуски на детали по плазме/лазеру/водорезке, отдельно от них на листовые детали и т.д.
было бы любопытно взглянуть
ак762, (знакомый ник что-то с ссср3д) я работаю за пределами РФ, РБ и СНГ. Но это неважно, поскольку мои проекты выполняются и в России, в том числе. Опять же. мосты идут по одним нормам и классам, учитывая проверку швов, металлоконструкции по вторым, кузова автомобильные по третьим, инструменталка по четвёртым, авиационка по пятым, литьё цветмета по шестым. Вам какая отрасль нужна?
Я так полагаю, что автору топика ближе сварные конструкции+машиностроение, если у него сварная конструкция до 6 м, имеющая направляющие. Вы же можете увидеть, что тот ИСО 2768 регламентировал до определённых длин, а что делать с 6 000 мм? Для сварных используем то же ИСО 13920, но опять же два вида. Смотря какой класс изделия, ибо сложные механизмы я не могу оставлять в неработоспособных отклонениях при большом количестве размеров в размерной цепи. А выставлять каждый раз лишний контроль при серии - удорожание и вылет из сроков. Тут, как говорится, надо крутиться. Если не завтра, то в ближайшее время подготовлю список и классы.
----- добавлено через ~11 мин. -----
Для деталей имеется ГОСТ 30893.1-2002 и ГОСТ 30893.2 - и есть ISO 2768.
Для сварных изделий СТБ ИСО 13920-2005 или альтернатива ГОСТ 30021-93
У меня линейные направляющие. Рама в которой каретка катается по направляющим
По линейным направляющим ставьте вручную размеры с допусками, остальные на сварных конструкциях/сборках 13920 или аналог, на деталях ставьте по ±ИТ14/2 (хотя я бы такой класс не ставил на балки, а ввёл бы свою систему и таблицу присоединил бы к чертежу).
Читайте также: