
Торцовочный станок по дереву описание
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Торцовочную (торцевую) пилу изготавливают многие фирмы по производству электроинструмента. Она используется в быту и профессионалами. Поэтому устройство имеет много разновидностей, отличающихся функционалом, габаритами, мощностью и ценой. Каждый покупатель при выборе инструмента ориентируется на свои надобности и возможности. Кому-то торцовка нужна для нечастого использования. Например, для проведения ремонта в квартире или изготовления дверей и окон из дерева на даче. А кто-то пользуется пилой каждый день на работе. Опираясь на эти требования, выбирается инструмент для бытовых или профессиональных нужд.
Назначение и применение торцовочных пил
Чтобы вручную распилить материал под углом, да ещё и ровно, нужно приложить немало усилий и использовать специальные приспособления. Для облегчения этого процесса изобрели электрические торцовочные пилы. Они дают возможность распиливать заготовки точно под требуемым углом и наклоном. То есть, изменять угол можно как в горизонтальной плоскости, так и в вертикальной. Инструмент нашёл применение у монтажников, столяров и отделочников. Торцевые пилы используются для производства мебели, дверей, плинтусов, окон, укладки полов и много другого. Инструментом можно распиливать не только дерево, но также пластиковые и металлические уголки и трубы.

Резка металла торцовочной пилой
Торцовочной пилой работать удобно, легко и быстро.
Видео: торцевая пила в работе


Разновидности торцевых пил по дереву
Современный рынок электроинструментов может предложить большой выбор самых различных моделей торцовочных пил, которые могут отличаться между собой следующими параметрами и особенностями конструкции:
- типом и мощностью двигателя, а также его расположением;
- типом редуктора, передающего крутящий момент от вала двигателя пильному диску;
- наличием электронной системы, которая нужна для поддержания скорости вращения диска при врезании его в толщу материала заготовки;
- наличием системы протяжки, позволяющей придавать пильному диску горизонтальный ход, что обеспечивает распил широких заготовок;

Протяжка позволяет маятнику с диском перемещаться в горизонтальном направлении вдоль прореза,обеспечивая торцевание широких пиломатериалов
Пилы торцовочные оснащаются тремя видами двигателей:
- асинхронными;
- коллекторными;
- вентильными.
Электродвигатели асинхронного типа надёжны, экономичны и работают не создавая особого шума. Их недостатком является большой вес (до 20 кг) и малая мощность, что не позволяет развивать скорости более 2800 об/мин. По этим причинам такие двигатели редко используются в маятниковых пилах.
Двигатели коллекторного типа имеют более компактные размеры и меньший вес. Они могут развивать скорость до 5–10 тысяч оборотов в минуту, но при работе щётки коллектора создают определённый уровень шума. Такой двигатель нуждается в периодическом обслуживании, состоящем в замене щёток, но несмотря на это, он применяется в большинстве моделей торцовочных пил.
Электромоторы третьего вида, вентильного, представляют собой самое современное и совершенное устройство, взявшее все самые лучшие качества асинхронного и коллекторного двигателей. Вместо щёточного узла, они имеют электронный блок, позволяющий достигать большой скорости вращения вала двигателя. Но такие моторы стоят достаточно дорого, и используются лишь на высококачественных торцовочных пилах высшего ценового сегмента.
По типу применяемого редуктора маятниковые пилы могут быть с ременной или зубчатой передачей. Безусловно, шестерни обеспечивают более надёжное сцепление и лучшую передачу крутящего момента. Но они создают дополнительный шум при работе, а при выходе из строя редуктора зубчатого типа. потребуется непростой ремонт в специализированном сервисе. В то же время ремень можно легко заменить самостоятельно, и работает он практически бесшумно. К тому же ременная передача гасит колебания диска и продлевает срок службы подшипников.
Очень важно для получения качественного распила, особенно твёрдых пород древесины и вязких композитных материалов, стабилизировать число оборотов пильного диска под нагрузкой. Именно для этого в большинстве современных торцовочных пил предусмотрен специальный электронный блок. Широко используется электроника и для создания более комфортных условий работы с этим инструментом, а именно:
- для обеспечения плавного пуска двигателя;
- для его торможения при отключении мотора;
- для различных защитных блокировок, обеспечивающих безопасность работы на режущем электроинструменте.
Наличие электроники в разных моделях придаёт им дополнительные преимущества, но и приводит к удорожанию торцевой пилы. Чем больше функций имеется в конструкции этого инструмента, тем более удобно на нём работать.
Всё большей популярность в последнее время пользуются торцовочные пилы с протяжкой. Две штанги, на которых крепится маятник с режущей головкой, позволяют перемещать пильный диск, чтобы произвести качественный ровный распил широкого материала.
Различаются маятниковые пилы также по размерам и типам используемых пильных дисков. Основными параметрами режущего элемента пилы являются:
- посадочный диаметр;
- наружный диаметр;
- число зубьев — чем оно больше, тем более качественным получится разрез;
- толщина диска;
- максимальная скорость вращения.
Все эти параметры нанесены на самом диске, в определённом месте. Для распила более тонких заготовок (например, из ламината) потребуется диск с большим числом зубьев.

Использовать для конкретных моделей торцевых пил можно лишь определенных размеров диск, на которые рассчитан инструмент
Торцовочные станки − специальный вид деревообрабатывающего оборудования, необходимый как для первичной, так и для глубокой переработки древесины. Самая известная модель отечественного торцовочного станка − ЦМЭ-3 − выпускалась серийно, партиями до 2000 единиц в год! Сегодня модельный ряд станков этого вида насчитывает десятки типов и модификаций, предназначенных для эксплуатации в самых разных условиях. Разобраться во всем этом многообразии поможет предлагаемый вашему вниманию обзор.
Рис. 1. Принцип раскроя
Рис. 2. Схемы резания: положения торцовочной пилы
Рис. 3. Рабочий цикл (горизонтальная подача) положения торцовочной пилы
Рис. 4. Торцовочный станок с горизонтальной подачей
Рис. 5. Рабочий цикл (вертикальная подача)
Рис. 6. Торцовочный станок с вертикальной подачей
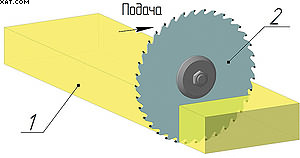
Рис. 1. Принцип раскроя: 1 – пиломатериал; 2 – круглая
пила
В основу работы торцовочных станков положен принцип раскроя древесины поперек волокон (рис. 1). Рассмотрим станки, где в качестве инструмента используется круглая пила (поз. 2 рис. 1), а заготовкой является пиломатериал (поз. 1 рис. 1): обрезная и необрезная доска, брус, рейка, а также погонаж. Традиционно волокна в таких заготовках расположены вдоль их большей стороны, поэтому для торцовочных станков характерным является короткий рабочий ход инструмента. Это означает, что продолжительность резания почти всегда короче периода подготовки к нему. Во время работы станка пила (поз. 2 рис. 1) вращается, подается к заготовке, в результате чего и происходит поперечное деление последней (поз. 1 рис. 1).
Торцовочные станки могут выполнять следующие функции:
а) подрезку торцов: инструмент устанавливается в положение 1 или 4 (рис. 2), длина детали в этом случае не играет роли, основная задача − придать заготовке правильную геометрическую форму, чтобы плоскость торца получилась ровной и перпендикулярной кромкам и пласти заготовки;
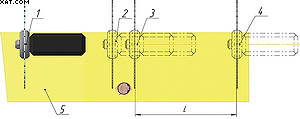
Рис. 2. Схемы резания: положения торцовочной пилы:
1, 4 – подрезка торцов; 2 – деление заготовки;
2, 3 – выборка дефектных мест;
3, 4 – вырезка заготовки мерной длины;
5 – пиломатериал
б) деление заготовки: инструмент устанавливается в промежуточное положение 2 (рис. 2), заготовка делится на две части, причем в зависимости от задачи одна из частей может получаться мерной длины;
в) выборку дефектных мест: определяются границы дефектного участка, включающего пороки древесины − сучки, гниль и т. п.; по этим границам (поз. 2, 3 рис. 2) делается распил заготовки; выборка с дефектом утилизируется;
г) вырезку заготовки мерной длины: торцовочная пила устанавливается в определенные положения (поз. 3, 4 рис. 2) так, чтобы расстояние между пилами L соответствовало заданной длине.
Операции, соответствующие этим функциям, могут комбинироваться, выполняться поочередно или одновременно, как, например, подрезка второго торца и формирование полуфабриката заданной длины. Все зависит от поставленных целей, а также от компоновки станка − количества пил в нем, способа позиционирования заготовки и инструмента и других факторов.
Режущий инструмент для торцовочных станков
Компоновки торцовочных станков
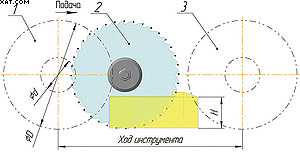
Рис. 3. Рабочий цикл (горизонтальная подача)
положения торцовочной пилы:
1 – исходное; 2 – промежуточное; 3 – конечное
В этой публикации вниманию читателей предлагается рассказ о компоновках торцовочных станков, в которых во время пиления заготовка фиксируется, а инструмент подается по определенной траектории − в зависимости от механизма подачи. Каждая такая компоновка предопределяет уникальные характеристики оборудования данного типа, область его применения и прежде всего максимальные размеры торцуемой заготовки.
На рис. 3 схематично показан рабочий цикл торцовочного станка с горизонтальной подачей и верхним расположением инструмента. Максимальная высота заготовки зависит от диаметра пилы D и фланца d (рис. 3), если фланец больше других деталей привода − шпинделя, шкива или двигателя. Примерную высоту заготовки можно вычислить по формуле:
где k − коэффициент, учитывающий необходимый зазор и выход инструмента за пределы заготовки. Для оценки k = 0,35–0,4. Так, при D = 500 мм и d = 160 мм максимальная высота H составляет 130 мм. Более точная информация содержится в паспорте станка. Максимальная ширина заготовки зависит от хода инструмента. Однако для ее оценки необходимо учитывать условие: пила в исходном (поз. 1 рис. 3) и конечном (поз. 3 рис. 3) положениях не должна соприкасаться с заготовкой. Разработчики применяют такую компоновку станка для обработки заготовки шириной от 400 до 1200 мм.
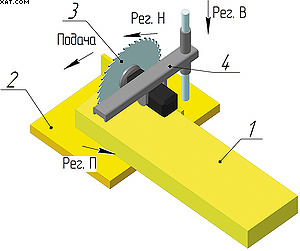
Рис. 4. Торцовочный станок с горизонтальной подачей:
1 – заготовка; 2 – стол; 3 – пильный блок;
4 – консольная траверса с кареткой. Ограждение
инструмента не показано
Торцовочный станок с горизонтальной подачей может быть создан на базе консольной траверсы (поз. 4 рис. 4) с линейными направляющими, вдоль которых перемещается каретка. На каретке устанавливается пильный блок (поз. 3 рис. 4), состоящий из пилы и электропривода. Передача вращения, как правило, прямая: инструмент устанавливается непосредственно на вал двигателя. В некоторых моделях конструкция каретки в процессе наладки станка позволяет наклонять пильный блок (рег. Н рис. 4) для получения торцов под углом к пласти заготовки. Консольная траверса (поз. 4 рис. 4) фиксируется на круглой стойке станка. Для функционального расширения в конструкцию станка вводят регулировку траверсы (поз. 4 рис. 4) по высоте (рег. В рис. 4) и ее поворот вокруг стойки (рег. П рис. 4), как правило, в пределах +450, для пиления заготовки под углом к кромке (в плане).
Пиломатериал в таком станке закрепляется на столе (поз. 2 рис. 4) с помощью прижимов и упоров. Рабочий цикл состоит из подачи пильного блока и его возврата в исходное положение. Во время рабочего цикла положение траверсы (поз. 4 рис. 4) относительно стола, а также положение пильного блока (поз. 3 рис. 4) относительно каретки не изменяются.
Станки с описанным набором регулировок широко применяются в столярном деле и мебельном производстве благодаря расширенным функциям. В этих условиях подача осуществляется оператором станка вручную, так как требуются незначительные усилия для перемещения пильного блока со скоростью до 5 м/мин. К недостаткам конструкции можно отнести быстрый износ направляющих, а также ограниченную жесткость консольной траверсы, что в некоторых случаях может привести к потере геометрической точности деревообрабатывающего оборудования.
Для первичной деревообработки, где требуется торцовка значительных объемов сырого пиломатериала большого сечения, используются торцовочные станки аналогичной компоновки, но с другими подающими механизмами. В них повышена жесткость за счет отказа от функций наклона пилы (поз. 3 рис. 4) и поворота траверсы (поз. 4 рис. 4) вокруг стойки. Привод подачи − механизированный, с использованием гидро или пневмоцилиндра. На предприятиях, расположенных в северных районах страны, предпочтительнее использовать гидропривод, так как он имеет ряд преимуществ перед пневматикой: в системе не образуется конденсат; при меньших габаритах гидропривода с его помощью можно развивать большие усилия и т. п.
Некоторые модели торцовочных станков с горизонтальной подачей оснащаются рычажным подающим механизмом; там пила движется по траектории с незначительной кривизной и наклоном, чтобы во время подачи использовать потенциальную энергию массивного рычага и привода пилы. По достижении конечной точки рычаг сжимает пружину, которая выступает в качестве аккумулятора энергии и возвращает рычаг в исходное положение (только в моделях с ручным приводом подачи). В станках с механизированной подачей место пружины занимает пневмоцилиндр. Рычажный механизм с опорами качения имеет преимущество перед траверсой с линейными направляющими по таким показателям, как долговечность и жесткость.
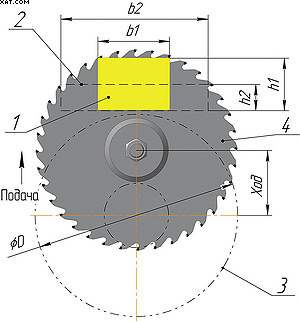
Рис. 5. Рабочий цикл (вертикальная подача):
1 – заготовка № 1; 2 – контур заготовки № 2.
Положения торцовочной пилы: 3 – исходное;
4 – конечное
В редко встречающейся конструкции станков с горизонтальной подачей и нижним расположением инструмента предусмотрена только механизированная система подачи.
На рис. 5 представлена схема рабочего цикла торцовочного станка с вертикальной подачей и нижним расположением пилы. Здесь допустимые габариты заготовки − выcота h и ширина b − зависят как от размеров пилы, так и от их соотношения. Иными словами, один и тот же станок может торцевать заготовки различных сечений, главное, чтобы они были в пределах пильного диска, находящегося в конечном положении (поз. 2 рис. 5). Так, например, при диаметре пилы D = 500 мм размеры сечения заготовки могут быть (мм): 190 х 150; 300 х 110; 400 х 50. Такая компоновка предполагает меньший ход инструмента − 100–150 мм − по сравнению с предыдущим вариантом, а также фактическое отсутствие холостого пробега инструмента в фазе подачи. Все эти условия − предпосылка к созданию торцовочных станков с вертикальной подачей, обладающих значительным быстродействием. Для торцовки заготовок большого сечения потребуются пилы соответствующих размеров, однако там, где это условие не является определяющим, рабочий процесс организуется на базе типового инструмента.
Вариант исполнения торцовочного станка с вертикальной подачей и нижним расположением инструмента представлен на рис. 6. Шпиндель пильного блока с инструментом (поз. 1 рис. 6) устанавливается на кронштейне (поз. 4 рис. 6) маятникового типа. Для облегчения веса пильного блока и уменьшению его габаритов электродвигатель (поз. 5 рис. 6) перенесен к опоре кронштейна (поз. 4 рис. 6). Для обеспечения вращения пилы предназначена ременная передача с натяжителем (поз. 7 рис. 6). Подъем и опускание пилы происходят по траектории дуги с помощью исполнительного цилиндра (поз. 6 рис. 6) в пневмосистеме станка. Дело в том, что станки этого типа получили наибольшее распространение в сфере глубокой переработки древесины, а в лесопереработке почти не используются. Поэтому в условиях цеха с централизованной сетью подачи сжатого воздуха целесообразно использовать пневматику, тем более что усилия, необходимые для торцевания пиломатериалов небольших сечений, незначительны.
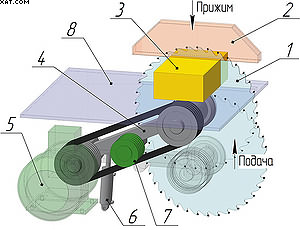
Рис. 6. Торцовочный станок с вертикальной подачей:
1 – торцовочная пила; 2 – прижим-ограждение;
3 – заготовка; 4 – кронштейн со шпинделем;
5 – электродвигатель; 6 – исполнительный цилиндр;
7 – ременная передача с натяжителем; 8 – стол
Рычажный механизм подачи имеет значительный рабочий ресурс, высокую точность позиционирования инструмента и работает синхронно с другим механизмом − устройством прижима заготовки (поз. 2 рис. 6). В станках данного типа это необходимо не только для фиксации заготовки (поз. 3 рис. 6), но и для ограждения инструмента (поз. 1 рис. 6).
Станки с такой компоновкой применяются, в частности, в линиях по производству сращенного бруса, где необходимо оперативно вырезать дефектные участки доски. Быстродействие механизма подачи на уровне долей секунды позволяет поддерживать высокую скорость потока − 100 м/мин и выше!
Таким образом, можно утверждать, что торцовочные станки с горизонтальной подачей могут работать с габаритной заготовкой, а преимущество вертикальной подачи в рекордном быстродействии. Оборудование с нижним расположением пил относительно заготовки более компактное, в нем вся механизация скрыта в общей станине, при компоновках с верхним расположением инструмента увеличивается высота станка, а все движущиеся части требуют индивидуальных элементов защиты. Оборудование такого вида с ручным управлением более простое, но в процессе его эксплуатации от оператора требуется приложение физических усилий, что сказывается на снижении производительности, а в ряде случаев и на качестве деревообработки.
Торцовым называется станок (или пила), предназначенный для поперечной распиловки и торцовки пиломатериала (столярно-строительного погонажа, досок, брусьев и т.п.). Применяется в лесопильном (высокой и средней мощности) и столярно-мебельном производстве.
Составные части торцовочного станка
Торцовый станок состоит из коробчатой станины, в которой находится пильный вал, клиноременной передачей соединённый с приводом от элетрического двигателя. Вал расположен в качающейся рамке, осуществляющей выезд пилы вниз над поверхностью стола при помощи гидропривода.
Особенности торцовочных станков
К особенностям торцовочного станка можно отнести следующее. Машина без труда встраивается в лесопильный поток. В комплект входит гидропривод. Надёжная фиксация во время пропила обеспечивается прижимом заготовки при помощи гидравлического цилиндра. Прижим заготовки осуществляется автоматически перед тем, как поднимается торцовочная пила, благодаря общему гидроцилиндру. Конструкция прижима такова, что исключает появление на поверхности материала сколов. Повышенные меры безопасности работы: электродинамическое торможение, двуручное управление и система отключающих станок блокировок.
Классификация торцовочных станков
В деревообрабатывающем производстве используются однопильные торцовые станки, у которых ручная подача осуществляется с помощью каретки, а также двухпильные и многопильные станки концеравнительного типа не только с ручной, но и с механической подачей.
Однопильные станки. Заготовка подаётся на пилу с помощью каретки в виде платформы на кронштейне или специальной подставке, которая передвигается по направляющим на роликах. Сама каретка находится на столе торцовочного станка и перемещается по нему с помощью шипов, которые скользят в пазах стола. Каретка имеет неподвижную направляющую линейку, которая расположена к пильному диску перпендикулярно; передвижной упор (съёмный или откидной), который установлен параллельно диску, ограничивающему длину оторцовки; а также приспособлением, предназначенным для зажима деталей.
Двухпильные станки. Детали торцуются в соответствии с заданной длиной сразу с обоих концов. Одна пила наглухо насажена на вал, а вторую можно передвигать, тем самым меняя расстояние между этими пилами, как того потребуют габариты деталей. Между пилами проходит каретка.
Чтобы распилить заготовку вдоль, поперёк или под некоторым углом используют круглопильные станки, которые можно считать универсальными.
Способы торцовки
Существует два способа. При первом вся партия деталей торцуется без упора с одного края, а потом до упора с другого. Второй способ подразумевает, что заготовки торцуются без упора с одного края, затем накидывается упор, закладка перевёртывается и торцовка производится до упора с другого края. Второй способ более предпочтителен, т.к. на закидывание упора и перевёртывание пачек тратится меньше времени по сравнению с двукратной укладкой заготовок в штабель и их приём с другого края.
Виды торцовочных пил
Для торцовки брусков и досок, а также их поперечного раскроя используют:
- маятниковые пилы с рамкой, подвешенной вертикально;
- пилы прямолинейного перемещения шпинделя, которое обеспечивается системой рычагов или горизонтальных направляющих, шарнирно соединенных друг с другом;
- пилы балансирного типа, обладающие горизонтальной рамкой, качающейся на оси. На конце рамки находится пильный шпиндель.
Балансирные станки изготавливаются с механизированным или ручным (ножным) устройством, подающим пильный шпиндель на обрабатываемый материал. Над шпинделем находится рабочий стол, вдоль которого направляется распиливаемая заготовка. Будучи в нерабочем состоянии пильный диск располагается под заготовкой. Балансирные станки, как правило, используются для отторцовки и поперечного раскроя реек, горбылей и досок.
В данный момент наиболее распространены торцовочные станки с прямолинейной подачей пилы на заготовку. К ним можно отнести суппортные и шарнирные машины.
общее технологич. назв. дереворежущего станка для поперечного деления (торцовки) пиломатериалов при прирезке их к стандартной длине, удалении дефектных мест, раскрое на заготовки и т. п. Широко распространены круглопильные Т. с. Существуют Т. с., в к-рых режущим инструментом служат цепные и ленточные пилы, ножи. Различают Т. с. позиционные (торцуемый материал фиксируется во время пиления) и проходные (торцовка выполняется без остановки материала).
Большой энциклопедический политехнический словарь . 2004 .
Смотреть что такое "ТОРЦОВОЧНЫЙ СТАНОК" в других словарях:
Торцовочный станок — Деревообрабатывающий станок для поперечного деления материала. Режущим инструментом у Т. с. могут быть ленточные или круглые пилы, ножи. Ленточнопильные Т. с. применяются при распиловке сырья на заготовки при производстве столярных… … Большая советская энциклопедия
торцовочный — ая, ое. Спец. Предназначенный, служащий для обработки торцов (1 зн.). Т. станок … Энциклопедический словарь
торцовочный — ая, ое.; спец. предназначенный, служащий для обработки торцов 1) Торцо/вочный станок … Словарь многих выражений
торцо́вка — и, род. мн. вок, дат. вкам, ж. 1. спец. Действие по знач. глаг. торцевать. 2. разг. Торцовочный станок. 3. Малярная щетка с пышной длинной щетиной. 4. разг. устар. Мостовая из торцов (во 2 знач.) … Малый академический словарь
торцо́вочный — ая, ое. спец. Предназначенный, служащий для обработки торцов (в 1 знач.). Торцовочный станок … Малый академический словарь
Торцовка — I ж. разг. 1. процесс действия по гл. торцевать 2. Результат такого действия. II ж. разг. Торцовочный станок. III ж. разг. Торцовая мостовая. IV ж. разг … Современный толковый словарь русского языка Ефремовой
торцовка — и; мн. род. вок, дат. вкам; ж. 1. Спец. к Торцевать. Т. стен. Т. пиломатериалов. 2. Разг. Торцовочный станок. Педальная т. 3. Малярная щётка с пышной длинной щетиной … Энциклопедический словарь
торцовка — и; мн. род. вок, дат. вкам; ж. 1) спец. к торцевать Торцо/вка стен. Торцо/вка пиломатериалов. 2) разг. Торцовочный станок. Педальная торцо/вка. 3) Малярная щётка с пышной длинной щетиной … Словарь многих выражений
Читайте также: